Quando si parla di aggiornamenti / upgrade relativi alle stampanti 3D, puntualmente si arriva a parlare di cambio scheda, cambio estrusori/feeder, piani di stampa e… hotend. Giusto per chiarire è quella parte in cui il filamento entra e poi successivamente fonde per poi uscire attraverso un un ugello/nozzle dal diametro calibrato.
Nota bene: se non l’hai ancora fatto leggi bene questo articolo relativo alla portata volumetrica, ti sarà di enorme aiuto per capire ed interpretare i dati questo test o dei test che vorrai fare a casa
Un hotend è suddiviso principalmente in 4 parti (dall’alto verso il basso):
- Dissipatore / Heat sink: generalmente in alluminio che serve per dissipare il calore prodotto dal riscaldamento più in basso ed evitare che il filamento si sciolga ancor prima di arrivare nella zona di fusione. Quasi sempre è obbligatoria una ventilazione in questo punto per permettere lo smaltimento del calore. Alcune versioni sono anche predisposte per il raffreddamento a liquido.
- Gola / Heat barrier / Throat : rappresenta il punto di giunzione tra il dissipatore e la zona calda, è di fondamentale importanza perchè è la principale responsabile di un corretto taglio termico ed evita fenomeni di calore di risalita / Heat creep. Più sottile è la parete della gola e migliore e più netto sarà il taglio termico.Ultimamente si vedono sempre più spesso le gole “bimetalliche” (rame/acciaio) ma si trovano anche in acciaio, titanio oppure in acciaio con all’interno un liner in PTFE. Da notare che l’acciaio è largamente usato in quanto cattivo conduttore di calore e più economico del titanio. Molto importante anche cercare, se dichiarato dal produttore, il valore della Ra (rugosità superficiale) all’interno della gola, più liscia sarà e migliore sarà lo scorrimento al suo interno.
- Blocco riscaldato / Heated block / Melt zone: di solito lo trovi in alluminio oppure in rame nichelato, al suo interno trovi la cartuccia riscaldante e il termistore / termocoppia per rilevare la temperatura. Più è lunga questa zona e più il materiale riuscirà ad assorbire calore anche ad alte velocità di estrusione.
- Ugello / Nozzle : uno dei principali indiziati per la buona riuscita di una stampa 3D ! E’ inutile avere hotend super mega costosi per poi alla fine montare ugelli economici con diametri sbagliati o peggio deformati.
Cambiare Hotend è davvero così importante ? Risolve davvero tutti i problemi di stampa ?
La risposta è sì e no allo stesso tempo, o meglio… dipende. Se sei il classico utente che si sta approcciando alla stampa 3D e lavori principalmente con materiali come PLA, PETG, ABS e non ti spingi oltre i 40/60 mm/s di velocità di stampa, allora troverai poca utilità nel passare ad un modello superiore di hotend. Se invece sei alla ricerca della perfezione e vuoi il massimo dalla tua stampante in tutte le condizioni possibili allora questo è l’articolo che stai cercando: con questa analisi potrai capire in autonomia cosa vuol dire selezionare un hotend e testarlo a dovere effettuando tutte le verifiche del caso.
Questo test nasce principalmente per due motivi:
- Recensire i prodotti che Phaetus mi ha gentilmente inviato dopo mia richiesta. Non è una recensione pagata e il test non è stato richiesto da Phaetus ma è un tarlo che avevo in mente da diverso tempo.
- Capire rispetto ad un hotend standard, nel mio caso quello di una classica Ender 3 Pro stock, quanto potesse migliorare le potenzialità e la versatilità di stampa l’installazione di un hotend migliore. Solo quello e niente altro, tutta originale come mamma l’ha fatta.
In questo test mi sono fatto un’idea ben precisa di tutti questi hotend e sicuramente è stata un’esperienza che ripeterò su altri brand per poterli confrontare al meglio. In futuro sarebbe bello poterli analizzare con diversi tipi di nozzle abbinati ad altrettanti polimeri / filamenti, sicuramente un lavoro enorme ma che potrebbe portare a delle piacevoli scoperte non del tutto scontate.
Come è stato eseguito il test ?
Per poter permettere un corretto confronto dei vari risultati ottenuti è bene chiarire come è stato eseguito il test:
- Il feeder / estrusore è rimasto lo stesso per tutte le estrusioni. Si tratta di quello standard in plastica di una semplicissima Ender 3 Pro con la sola ruota godronata modificata come da precedente video. Non è stata cambiata la molla e non sono stati applicati spessori / precarico alla molla stessa per aumentare la pressione sulla ruota godronata.
- Cartuccia riscaldante e termistore sempre uguali
- Stessa bobina di filamento Pla Help3D e Pla Raise3D (diametro costante)
- Stesso gcode da inviare in stampa
- Stesso ugello (ove possibile)
- Temperatura ambientale costante
- Attesa di 10 minuti tra un test e l’altro per assestamento temperatura complessiva hotend
- Tutti gli hotend sono stati raffreddati con la ventolina standard della Creality da 40 mm
- Identica temperatura di estrusione tra i vari hotend misurata dentro l’ugello con termocoppia e non basandosi su quanto visualizzato a monitor della stampante
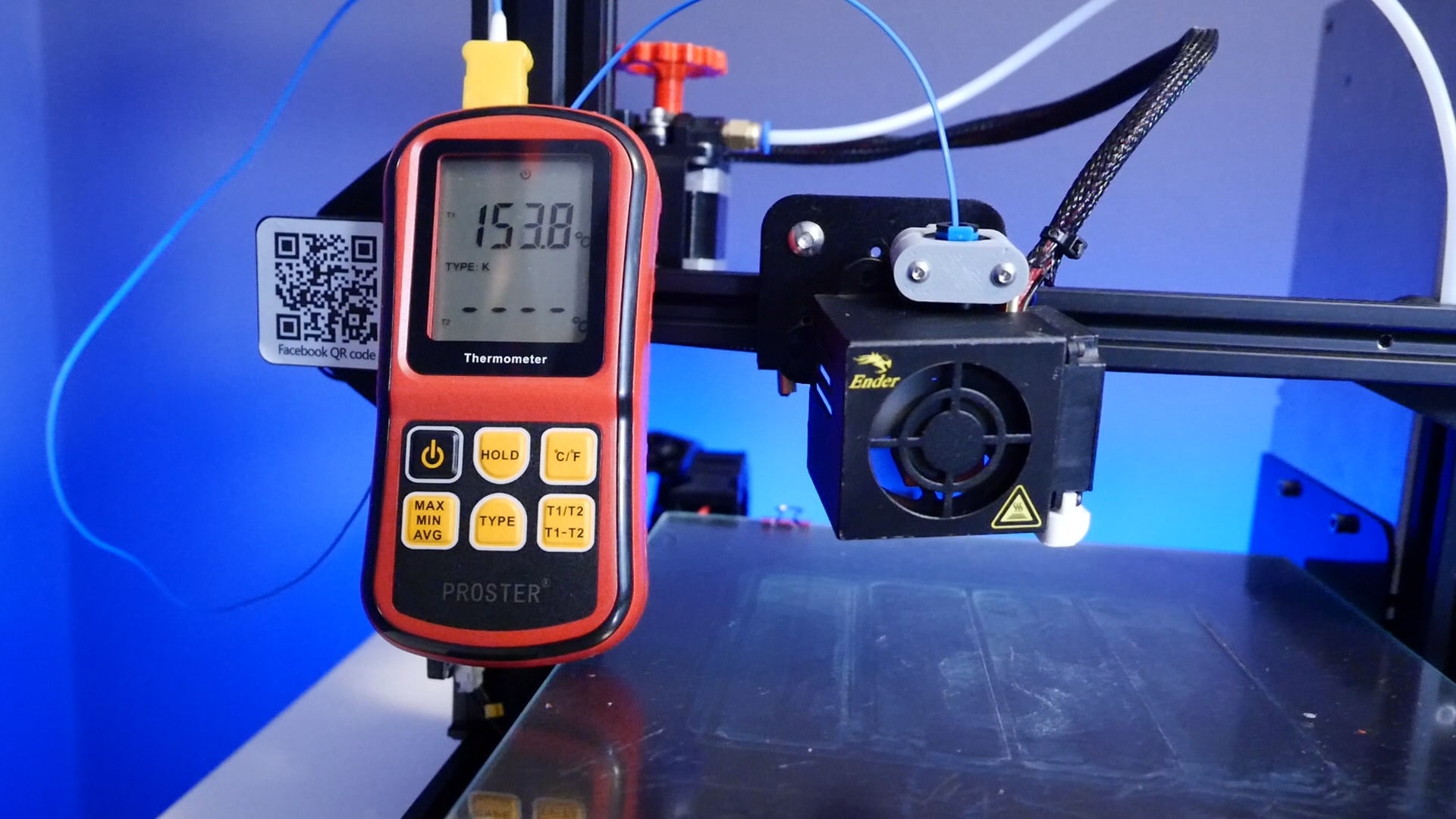
Per la rilevazione della temperatura interna di estrusione e del taglio termico è stata inserita la sonda fino a dentro all’ugello e quindi è da considerarsi effettiva e identica tra i vari hotend provati. Se mi fossi basato sulla sola temperatura rilevata dalla stampante (errore iniziale commesso) avrei avuto delle differenze anche di 15° tra un hotend e l’altro (dipende dalla posizione del termistore) falsando così tutti i risultati. Con un semplice Gcode che ritrae 1 mm per volta ho poi ricreato tutta la curva di temperatura interna dell’hotend evidenziando con chiarezza il “drop” di temperatura presente nella zona del taglio termico.
NOTA IMPORTANTE: la temperatura rilevata dalla termocoppia è influenzata dai motori stepper. Quando effettui una misurazione e il filo passa attraverso o vicino ad uno dei motori, accertati di dare il comando M84 per spegnere i motori o otterrai un valore completamente sballato. Tra gli allegati di questo link trovi anche tutti i gcode utilizzati per i test.
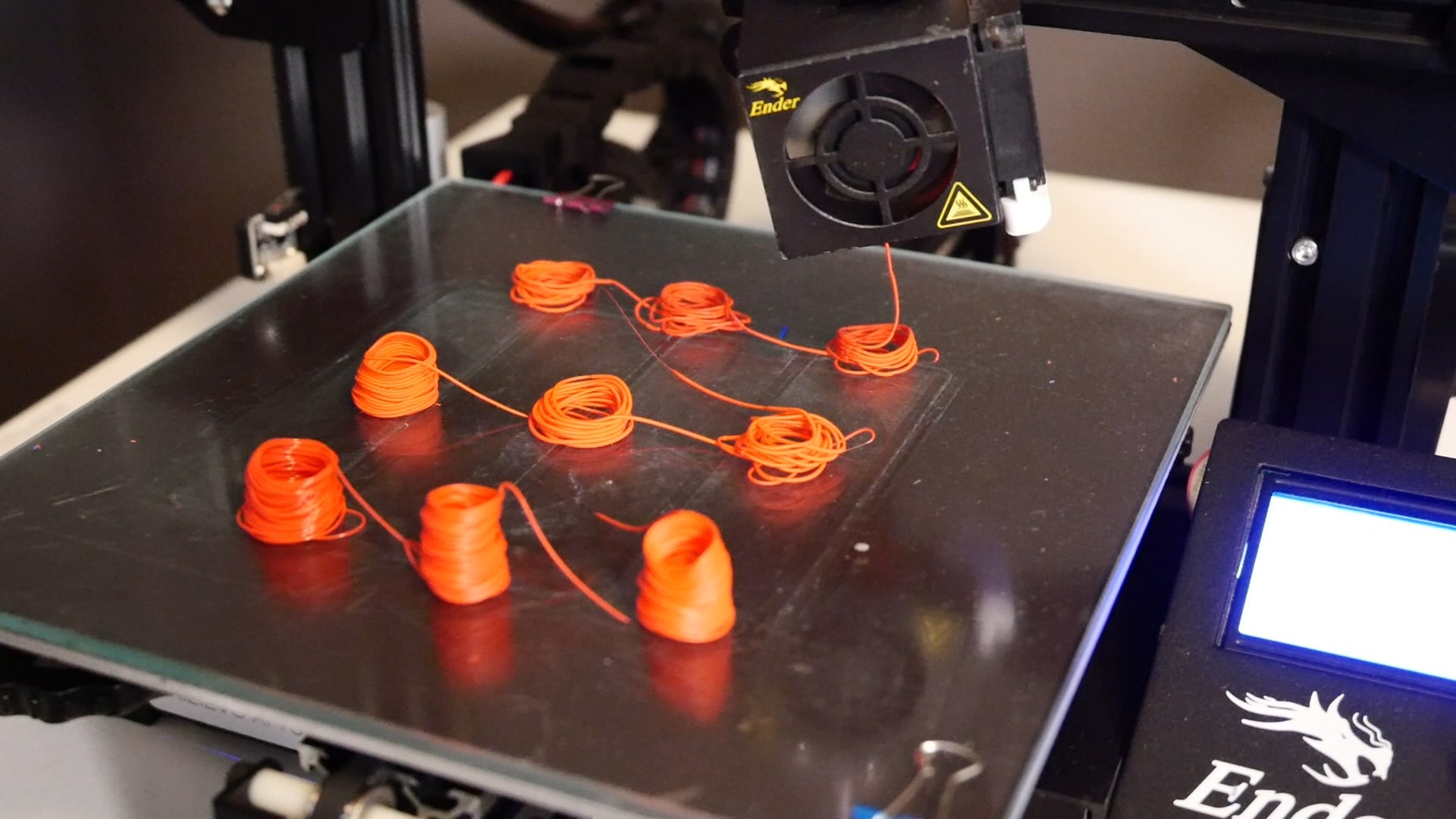
Per velocizzare la creazione dei provini da pesare, invece di stare lì uno ad uno per ogni singolo test di flusso, ho creato un gcode unico che ne stampa 9 alla volta con flussi di estrusione sempre crescenti, dai 3 mm3/s fino a 30 mm3/s (ed oltre in un caso). Il test è stato eseguito su 3 temperature differenti 210° – 230° – 250° uguali ed effettivi per tutti gli hotend e con due materiali differenti il Pla Help3D e il Pla Premium della Raise3D per un totale di oltre 400 provini !
Utilizzando questo test arriverai ad un certo punto a notare che il feeder / estrusore inizierà a fare rumori tipo “tac tac tac” e quello sarà il punto in cui il materiale inizierà ad essere estruso sempre meno. Quel rumore è sintomo che il motore non riesce più a spingere il filamento perchè questo non riesce ad essere fuso correttamente creando così un fenomeno di backpressure / ritorno di pressione. Salvo tu non abbia una Vref del motore troppo bassa, l’unica cosa di cui ti devi preoccupare è che la ruota godronata faccia bene presa sul filo e lo faccia slittare il meno possibile. Il fatto di utilizzare estrusori “più potenti” non ti garantisce necessariamente risultati migliori in quanto il grosso del problema è più a valle ovvero dentro l’hotend e ugello.
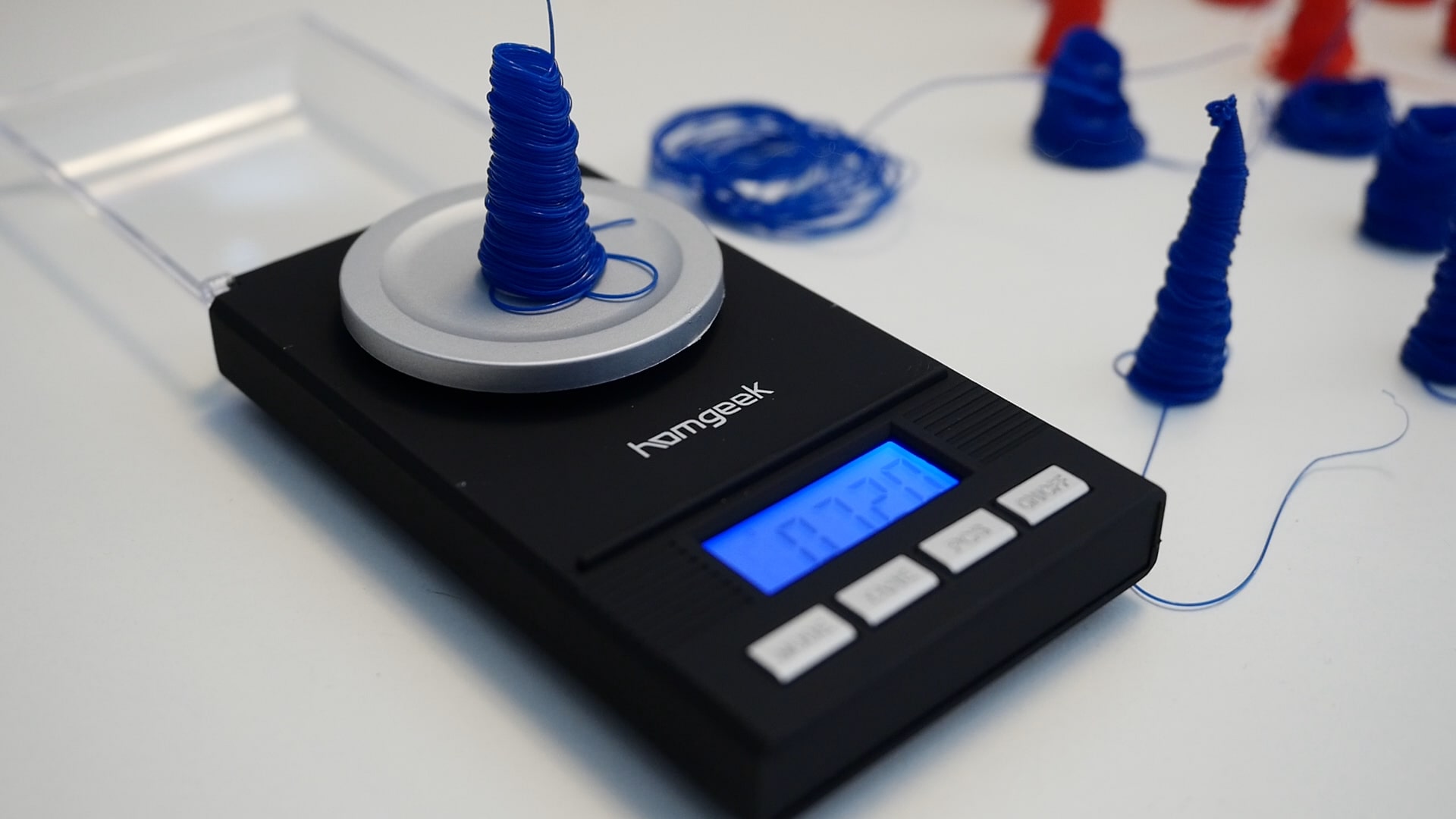
La pesatura dei provini andrà calando con l’aumentare della velocità di estrusione e cambiando magari materiale. Il valore di riferimento lo si calcola facilmente sulla base del diametro filamento e per la lunghezza di estrusione, nel mio caso 250 mm mentre il filamento era circa 1,73 mm per un peso di riferimento di circa 0,73 g.
L’unica variabile che potrebbe influire leggermente sui risultati è quella relativa al materiale degli ugelli e relativa forma, in particolare:
- Per l’hotend Creality è stato utilizzato un classico MK8 in ottone da 0,4 mm
- Per l’hotend Dragonfly HIC HF è stato utilizzato il suo in acciaio indurito da 0,4 mm
- Per l’hotend Dragon HF, Dragon ST, Dragonfly BMO è stato utilizzato un ugello in rame nichelato da 0,4 mm
E’ praticamente impossibile avere tutte le stesse condizioni di partenza uguali in tutti gli hotend perchè montano ugelli di tipo differente e in alcuni casi come HIC sono ugelli dedicati e saldati con la gola stessa.
Per la misurazione dei risultati sono stati utilizzati invece i seguenti strumenti:
- Bilancia di precisione
- Termometro digitale con termocoppia a filo sottile (grazie CNC Kitchen per la segnalazione)
- Termometro ad infrarossi (opzionale)
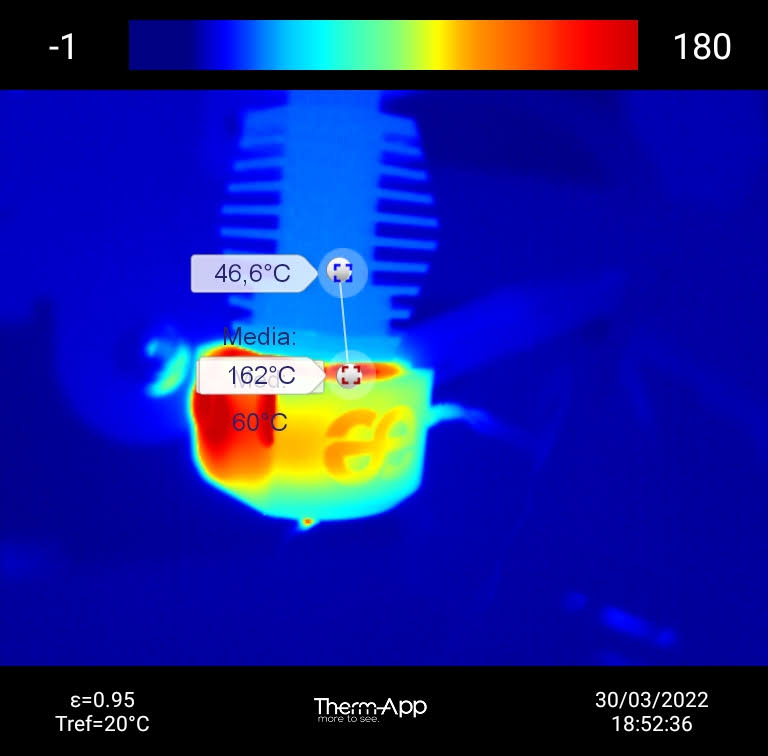
- Termocamera (opzionale)
Altri test sarebbero da fare con altri feeder / estrusori magari a doppia ghiera per capire in realtà quanto beneficio possono apportare, ma in questo video di Vector 3D è stato dimostrato che avere un motore che “spinge” di più senza un hotend che permette un’estrusione corretta, non porta da nessuna parte. Un po’ come pulirsi il c**o con i coriandoli !
Perchè non ho stampato nemmeno un oggetto ?

La risposta è molto semplice, sarebbe stato molto molto molto difficile cogliere la reale differenza tra un hotend e l’altro in termini di qualità di stampa. Probabilmente eventuali miglioramenti potrebbero essere dovuti semplicemente al solo cambio dell’ugello e non a tutto l’hotend senza poi considerare che una Ender 3 Pro non la vedo molto bene a stampare a 300 mm/s !
Sicuramente ci possono essere hotend che tendono a stringare di più o di meno ma quello dipende anche dal nozzle e dalle temperature (e materiale), alcuni potrebbero avere la tendenza a cloggare / bloccarsi più di altri in stampa (lo analizzo più avanti) ma sostanzialmente la qualità di stampa raggiungibile alle basse velocità della Ender 3 (così come Artillery, Anycubic ecc ecc sono tutte lì…) sarebbe praticamente la stessa su tutti gli hotend provati.
Ecco perchè ho deciso di focalizzare il test su qualcosa che potesse essere ripetibile ma soprattutto confrontabile in futuro anche con altri hotend senza incorrere in problemi derivanti dalla meccanica della stampante. In particolare ho voluto analizzare :
- Analisi della portata volumetrica massima raggiungibile dall’hotend
- Analisi termica di dissipazione
- Analisi termica interna relativa al taglio termico
Tutti questi (infiniti) test mi hanno dato un quadro decisamente più completo di quello che avrei ottenuto dalla stampa di una semplice benchy o di uno stress test qualunque. Ma soprattutto capirai che non esiste un vero vincitore da questa sfida ma saprai in quali contesti è meglio utilizzarne uno piuttosto che l’altro. Il mio preferito lo ho già scelto anche se devo dire che a prima vista ne avevo battezzato un’altro… i dati rilevati mi hanno però portato su un’altra strada ! Più avanti troverai quale mi è piaciuto più di tutti.
Se ti stai chiedendo “ehi ma è come sui video di Stephan di CNC Kitchen” si non stai sbagliando… è che altri metodi per rilevare la portata volumetrica non è che ce ne siano ! Ho dovuto per forza prendere spunto da quanto fatto da Stephan ma ho comunque introdotto delle modifiche alla procedura per snellire tutto l’immensa mole di lavoro necessaria per un test del genere. Quindi corri ad iscriverti anche al suo canale perchè gli studi che esegue sono davvero ben fatti e particolari.
Qualche dato di riferimento
Giusto per farti capire a cosa realmente corrispondono tutti i prossimi valori che leggerai con le reali condizioni di stampa di tutti i giorni. Quando si parla di portata volumetrica (hai letto l’articolo vero ? ) intendiamo proprio la quantità di materiale che viene estrusa attraverso un hotend. A seconda delle varie caratteristiche di costruzione ci saranno degli hotend che ti permetteranno di andare più veloce altri meno. Ma presta molta attenzione al materiale utilizzato, come vedrai dai dati analizzati i risultati potrebbero cambiare drasticamente anche semplicemente variando la marca del filamento.
Per farti qualche esempio, quando dico che sto estrudendo a :
- 3 mm3/s è come stampare ad una altezza layer di 0.2 mm con una larghezza di estrusione pari a 0,45 mm e una velocità di stampa costante a 40 mm/s
- 12 mm3/s è come stampare ad una altezza layer di 0.2 mm con una larghezza di estrusione pari a 0,45 mm e una velocità di stampa costante a 110 mm/s
- 16 mm3/s è come stampare ad una altezza layer di 0.2 mm con una larghezza di estrusione pari a 0,45 mm e una velocità di stampa costante a 200 mm/s
E’ la tipica situazione di stampante con montato un ugello da 0.4 mm, oppure:
- 10 mm3/s è come stampare ad una altezza layer di 0.4 mm con una larghezza di estrusione pari a 0,7 mm e una velocità di stampa costante a 40 mm/s
- 25 mm3/s è come stampare ad una altezza layer di 0.4 mm con una larghezza di estrusione pari a 0,7 mm e una velocità di stampa costante a 100 mm/s
- 37 mm3/s è come stampare ad una altezza layer di 0.4 mm con una larghezza di estrusione pari a 0,7 mm e una velocità di stampa costante a 150 mm/s
Che corrisponde ad una stampante con montato un ugello da 0.6 mm, oppure:
- 18 mm3/s è come stampare ad una altezza layer di 0.6 mm con una larghezza di estrusione pari a 0,9 mm e una velocità di stampa costante a 40 mm/s
- 37 mm3/s è come stampare ad una altezza layer di 0.6 mm con una larghezza di estrusione pari a 0,9 mm e una velocità di stampa costante a 80 mm/s
- 70 mm3/s è come stampare ad una altezza layer di 0.6 mm con una larghezza di estrusione pari a 0,9 mm e una velocità di stampa costante a 150 mm/s
Che corrisponde ad una stampante con montato un ugello da 0.8 mm.
Se vuoi simulare altre situazioni trovi tutto nel calcolatore all’interno della tabella excel dell’articolo relativo alla portata volumetrica, oppure se utilizzi Prusa Slicer nella tab dedicata al filamento trovi una voce chiamata “max volumetric speed” e sotto tutti i calcoli del flusso massimo che potrai raggiungere con le velocità impostate all’interno del profilo.
Ora hai capito il perchè si dice “aumenta la temperatura e riduci le velocità” quando cambi il diametro dell’ugello ? Un valore classico di riferimento è quello dell’hotend della E3D il modello V6, dichiarano possa raggiungere i 15 mm3/s in fase di estrusione con nozzle da 0.4 mm. Ma non specificano con quale materiale di stampa quindi questo dato è da prendere con le pinze. Non solo l’hotend deve essere in grado di poter estrudere a quelle velocità ma anche il filamento deve poter essere processato ! Quindi bada bene a selezionare il tuo hotend non solo in base alle velocità record che vorrai raggiungere ma soprattutto in base al diametro dell’ugello che vorrai utilizzare. La regola generale è che più è lunga la “melt zone” ovvero la zona in cui il calore può acquisire calore per poi essere estruso, e maggiori saranno i flussi di estrusione (vedi Super Volcano E3D e il Tyhoon della Dyze)
Inoltre ricorda che alcuni produttori riportano valori allucinanti di flussi di estrusione anche superiori agli 80/90 mm3/s ma spesso non indicano con quale diametro ugello è possibile raggiungere quel flusso. 99/100 sono ugelli > di 0,6 mm e non di certo il classico 0,4 mm che tutto il mondo è abituato ad utilizzare…
Se sei interessato ad alte velocità e flussi di estrusione abnormi non puoi non iscriverti al canale di Vez3D , molti test lasciano a desiderare perchè non praticabili dalla moltitudine delle persone che possiedono una stampante 3D, ma è molto interessante lo sviluppo che sta portando avanti sul fronte velocità ed estrusione. Scordati le stampe belle rifinite e piccine per il tuo diorama, qui si parla di oggetti medio grandi processati con velocità spettacolari !
Gli Hotend Phaetus
Dove acquisto gli hotend Phaetus ?
- Dragonfly HIC: https://bit.ly/dragonfly-HIC
- Dragon ST: https://amzn.to/3Hz8b0t (NUOVAMENTE DISPONIBILI)
- Dragon HF: https://amzn.to/3mUmK5g (NUOVAMENTE DISPONIBILI)
- Dragonfly BMO: https://bit.ly/dragonfly-BMO
- Dragonfly BMS: https://bit.ly/dragonfly-BMS
- Dragon Voron Edition: https://bit.ly/dragon-voron-edition
- Rapido Hotend: https://bit.ly/rapido-hotend
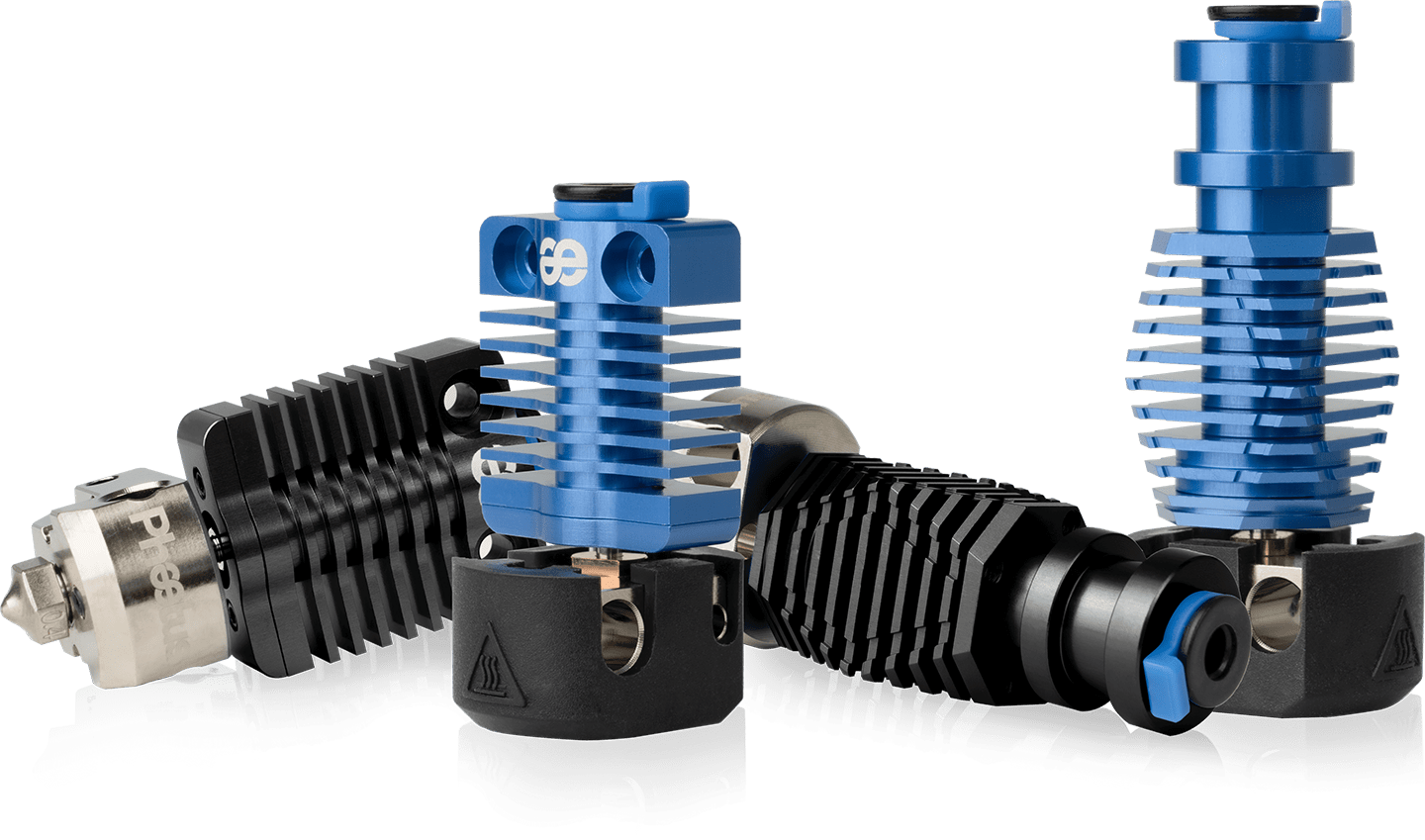
Nulla da dire, primo impatto davvero ottimo a partire dal packaging molto curato e dalle precise lavorazioni e finiture degli hotend. Talmente fatti bene che vale la pena metterli in esposizione senza utilizzarli, in particolare il Dragon. I materiali utilizzati sono principalmente alluminio, rame nichelato, rame e acciaio. In ogni scatola sono presenti degli eventuali attrezzi per smontare l’hotend, un nozzle da 0,4 mm in rame nichelato (non su tutti), grani di ricambio e clips di scorta per l’attacco rapido (se presente). Ottima anche la presenza di un piccolo tubicino in ottone dentro il quale è possibile inserire il proprio termistore e fissarlo con la pasta siliconica in dotazione. Questo permette al sensore di temperatura di essere installato su tutti gli hotend di Phaetus. Completano il quadro delle istruzioni (in inglese) dettagliate relative all’installazione e manutenzione e un sito web pieno di informazioni utili, schede tecniche e adattatori per poterli installare su molti modelli di stampanti.
Sono da considerarsi tutti hotend di tipo “all metal” e in nessuno è presente un liner in PTFE all’interno.
Dragonfly HIC HF

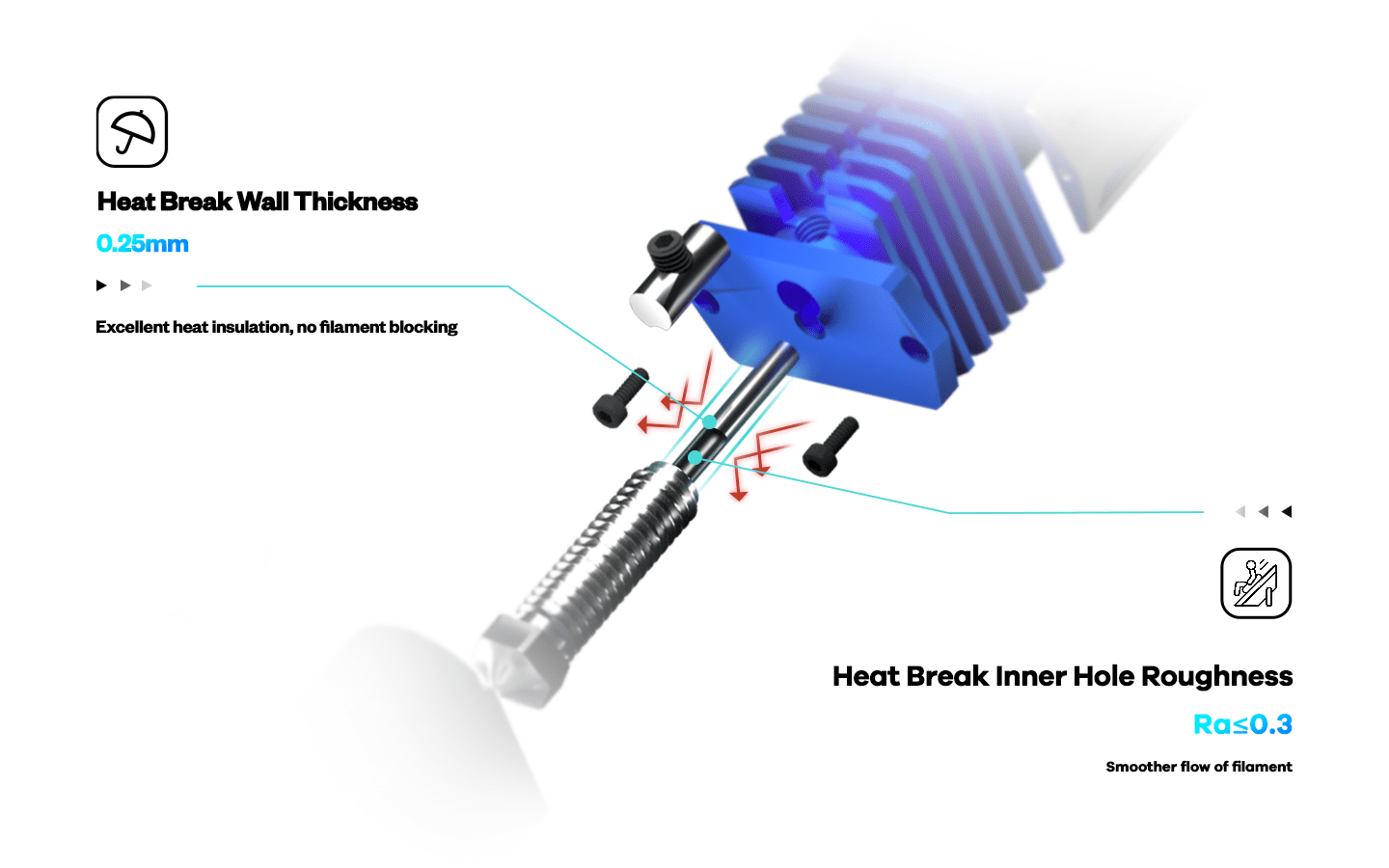
Dove HF sta per “High Flow” e lo si può dedurre dalla lunga “melt zone” che si ha all’interno del blocco riscaldante in rame nichelato. Lunghezza totale di 62 mm e peso pari a 63 gr lo fanno l’hotend più pesante del lotto di quelli provati in questa recensione, ma la sua vera particolarità risiede nell’ugello. Solitamente sei abituato a vedere l’ugello separato dalla gola, qui invece è un corpo unico i due corpi sono saldati e non c’è la necessità di controllare che il nozze vada in battuta con la gola una volta avvitato. Nella versione analizzata nel video utilizzo un ugello in acciaio indurito (tipico colore scuro), è disponibile anche una versione in ottone.
La gola è in acciaio ed è di spessore 0,25 mm (Ra interna 0.3), purtroppo è tenuta in posizione da un solo grano e avrei preferito un serraggio con almeno due grani. Inoltre non sono presenti dei prigionieri per poter fissare il dissipatore (in alluminio) al blocco di riscaldamento in rame. Questo cosa vuol dire ? In caso di impatto sul piano di stampa tutta la forza dell’urto verrà scaricata sulla sottile gola da 0,25 mm in acciaio…
Altra nota negativa è come escono i cablaggi una volta inseriti nel blocco riscaldante, lo spazio tra dissipatore e blocco riscaldato è davvero risicato e si devono per forza piegare di 90°. Soluzione che non mi è piaciuta a dire il vero… Più avanti nei risultati potrai notare il taglio termico e la lunghezza della melt zone rispetto agli altri.
Ottima invece la dissipazione nella parte alta in alluminio, anche senza ventola la temperatura è rimasta davvero bassa in confronto ad altri provati. Temperatura massima raggiungibile: 350°
L’attacco è di quelli standard e monta al volo su quasi tutte le Creality, per maggiori informazioni consulta il sito della Phaetus. Il filamento entra attraverso un innesto per attacco rapido e si presta più ad installazioni di tipo Bowden che direct drive.
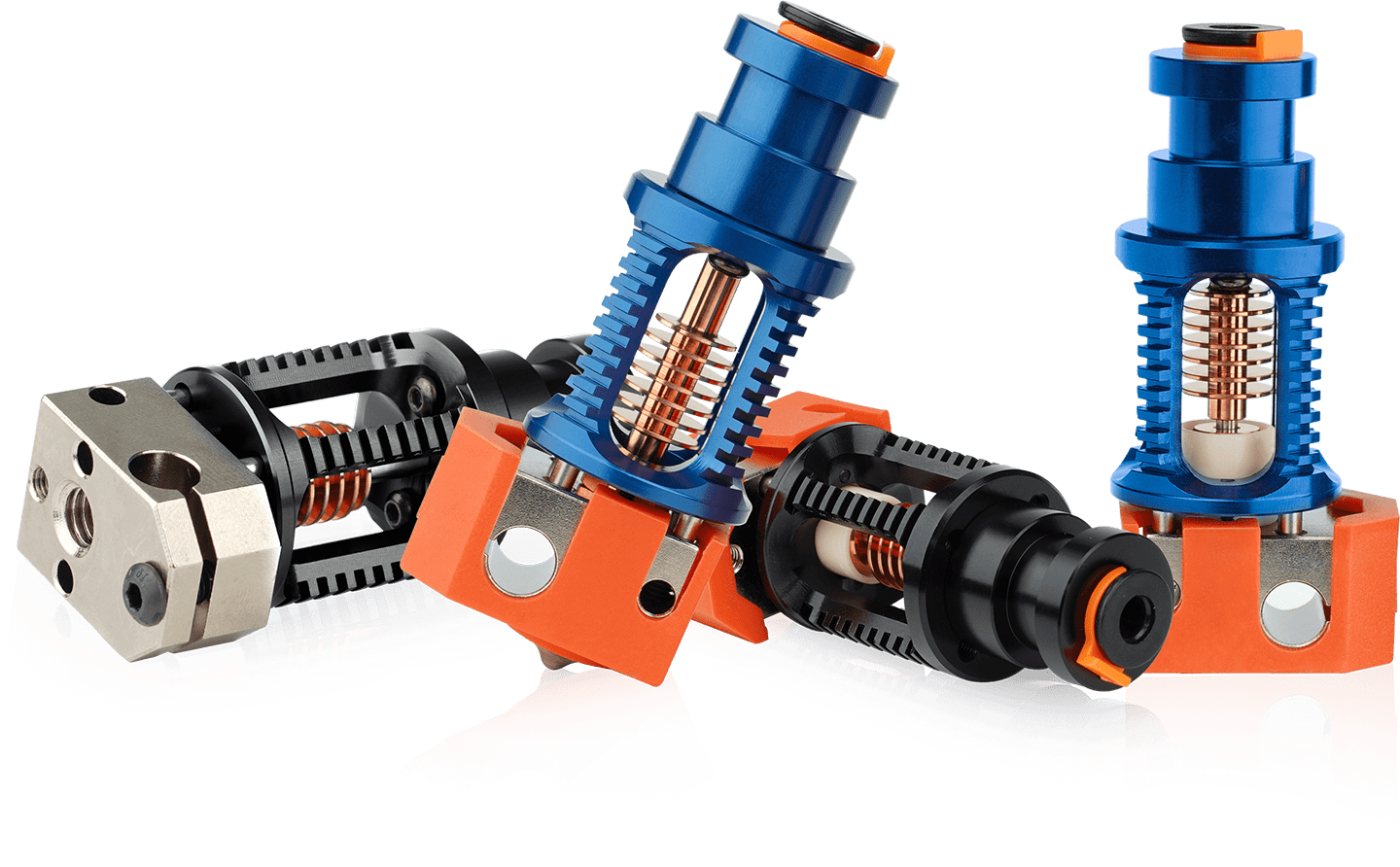
Dragonfly BMO/BMS
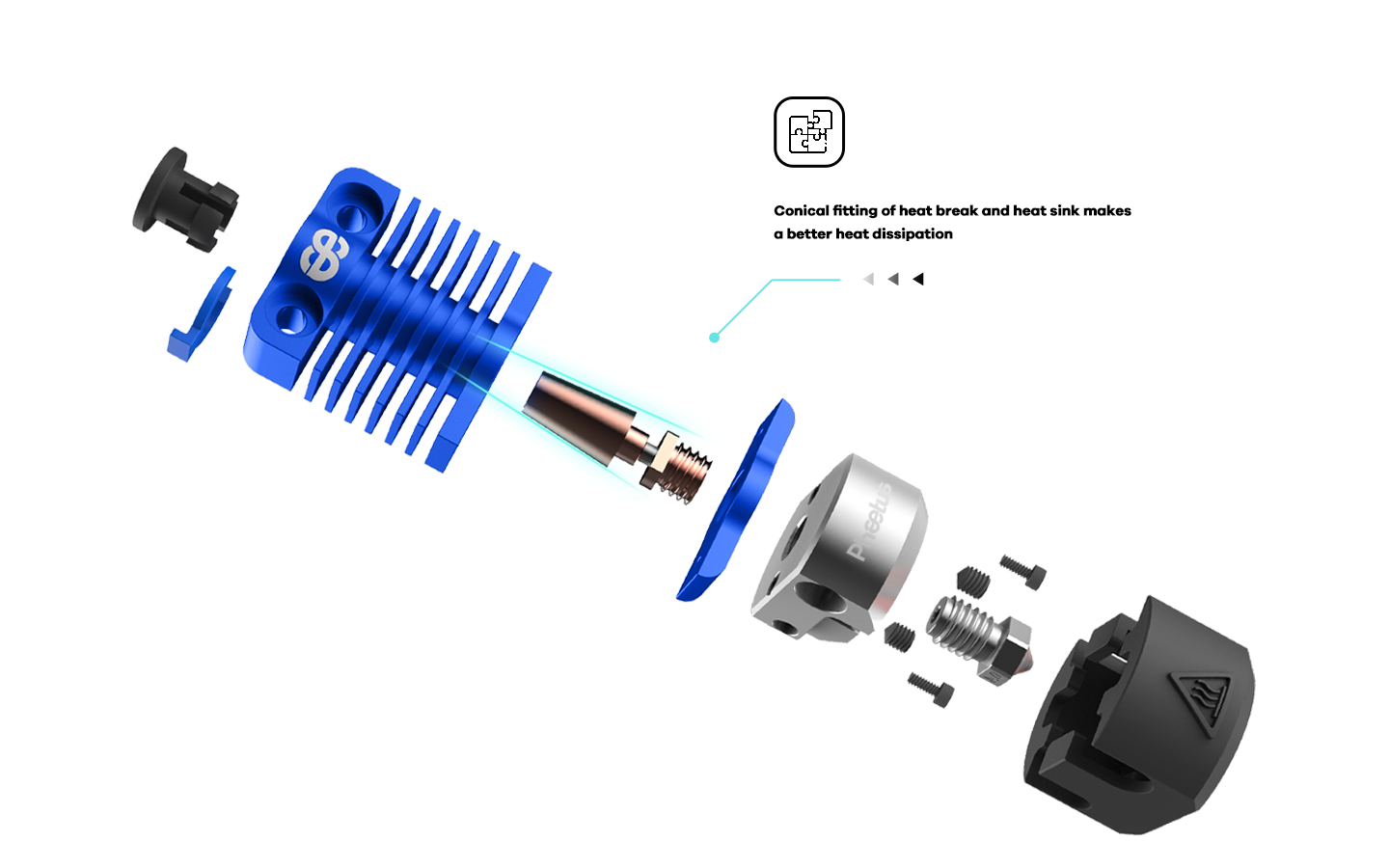
Sono sostanzialmente lo stesso hotend ma fatto in due versioni con attacchi differenti, il BMO utilizza il classico “colletto” (che si svita per andare in versione direct drive) mentre il BMS quello tipo Creality con due sedi per le viti. 48 gr di peso e lunghezza di 65 mm (il BMO) fanno di questo hotend una economica e veloce alternativa ad un hotend standard. La particolarità risiede nella gola bimetallica rame/acciaio di tipo conico (per aumentare la superficie di scambio termico) che permette un taglio termico sicuramente superiore a quello di un hotend Creality stock (vedere grafici più in basso).
Anche in questo modello non sono presenti i prigionieri dal dissipatore al corpo riscaldante in rame nichelato quindi presta molta attenzione quando vai a serrare a caldo l’ugello. Utilizza sempre la chiave in dotazione per tenere fissa la gola mentre vai a serrare bene l’ugello, altrimenti spezzerai inevitabilmente la gola stessa.
Arriva con ugello in rame da 0,4 mm ma si possono montare anche altri ugelli sempre prodotti da Phaetus oppure quelli che hanno lo standard E3D (filetto lungo). Temperatura massima 500°.
Anche questo modello si presta più ad un utilizzo Bowden ma, con opportune modifiche, può essere utilizzato tranquillamente in direct drive. Rispetto a tutti gli altri testati il tubo in PTFE entra quasi oltre la metà del dissipatore.
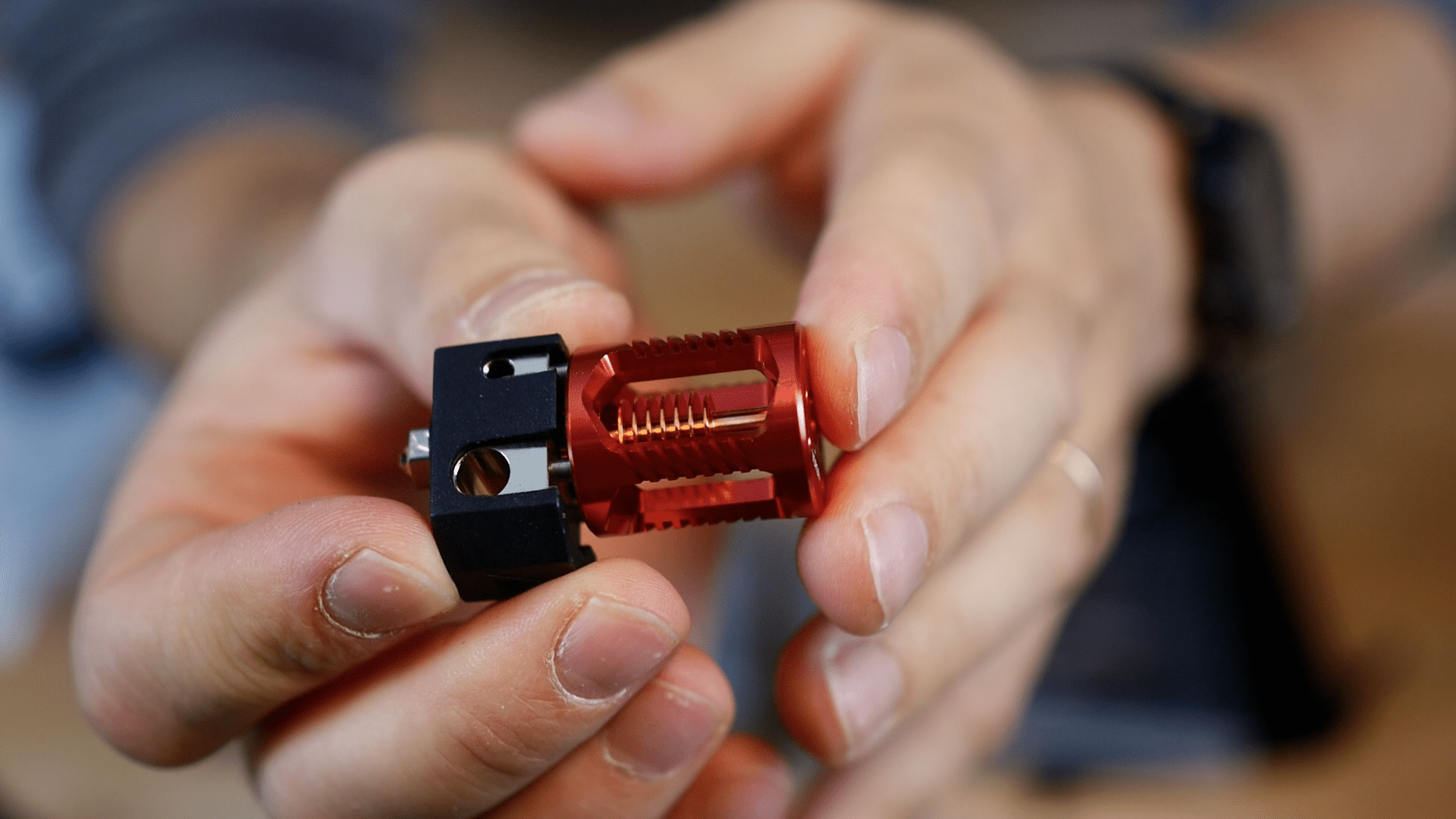
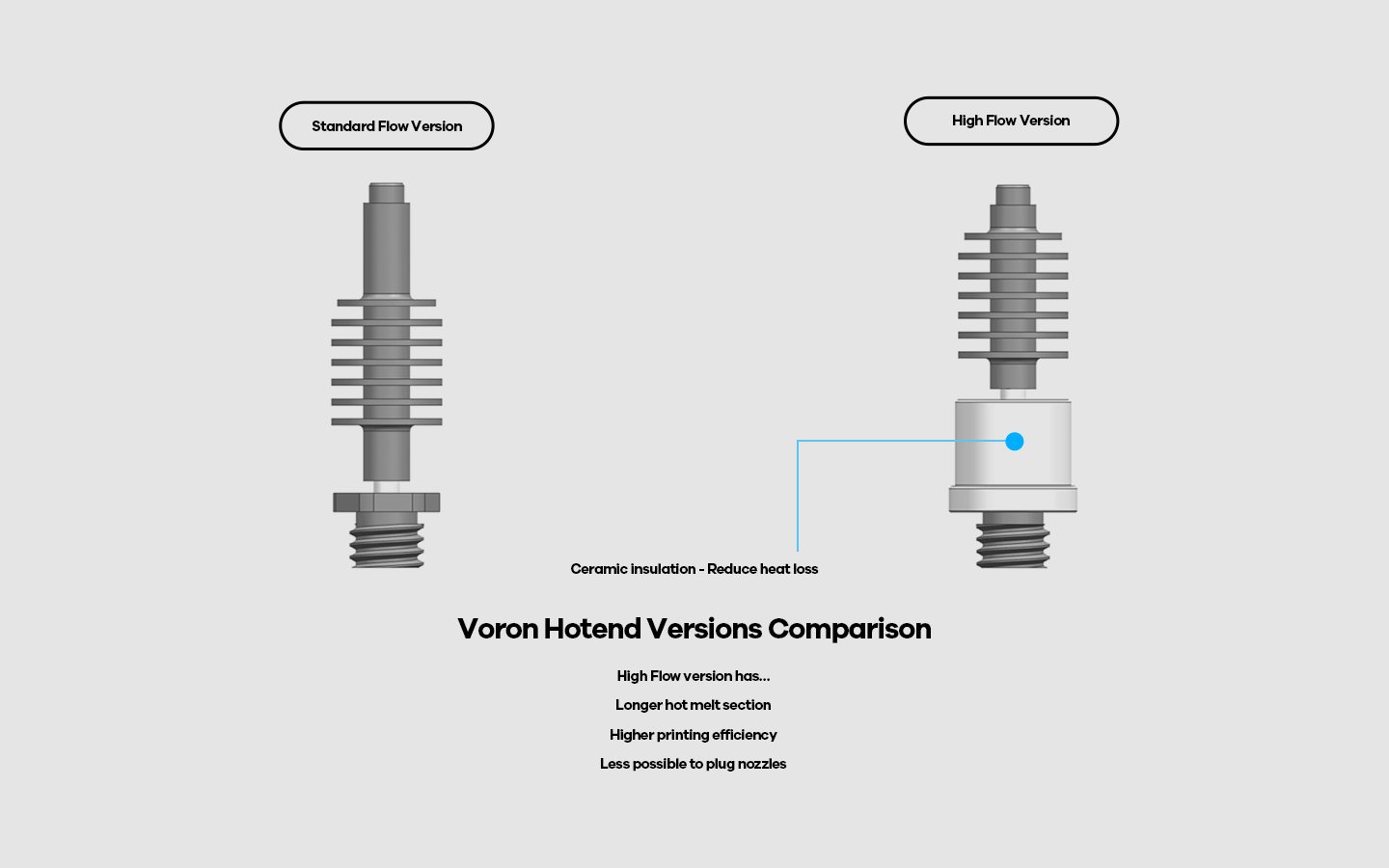
Dragon ST – HF – VORON
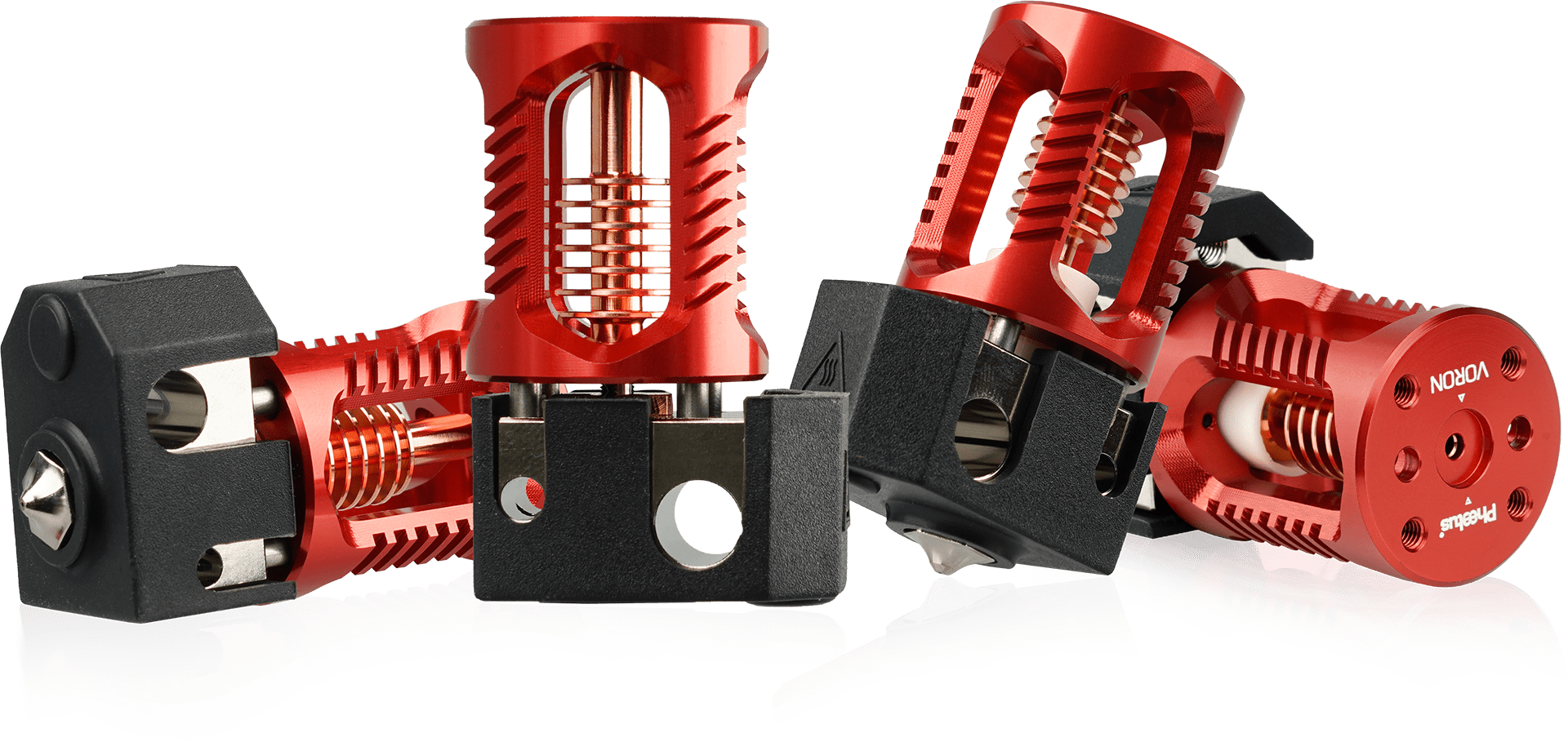
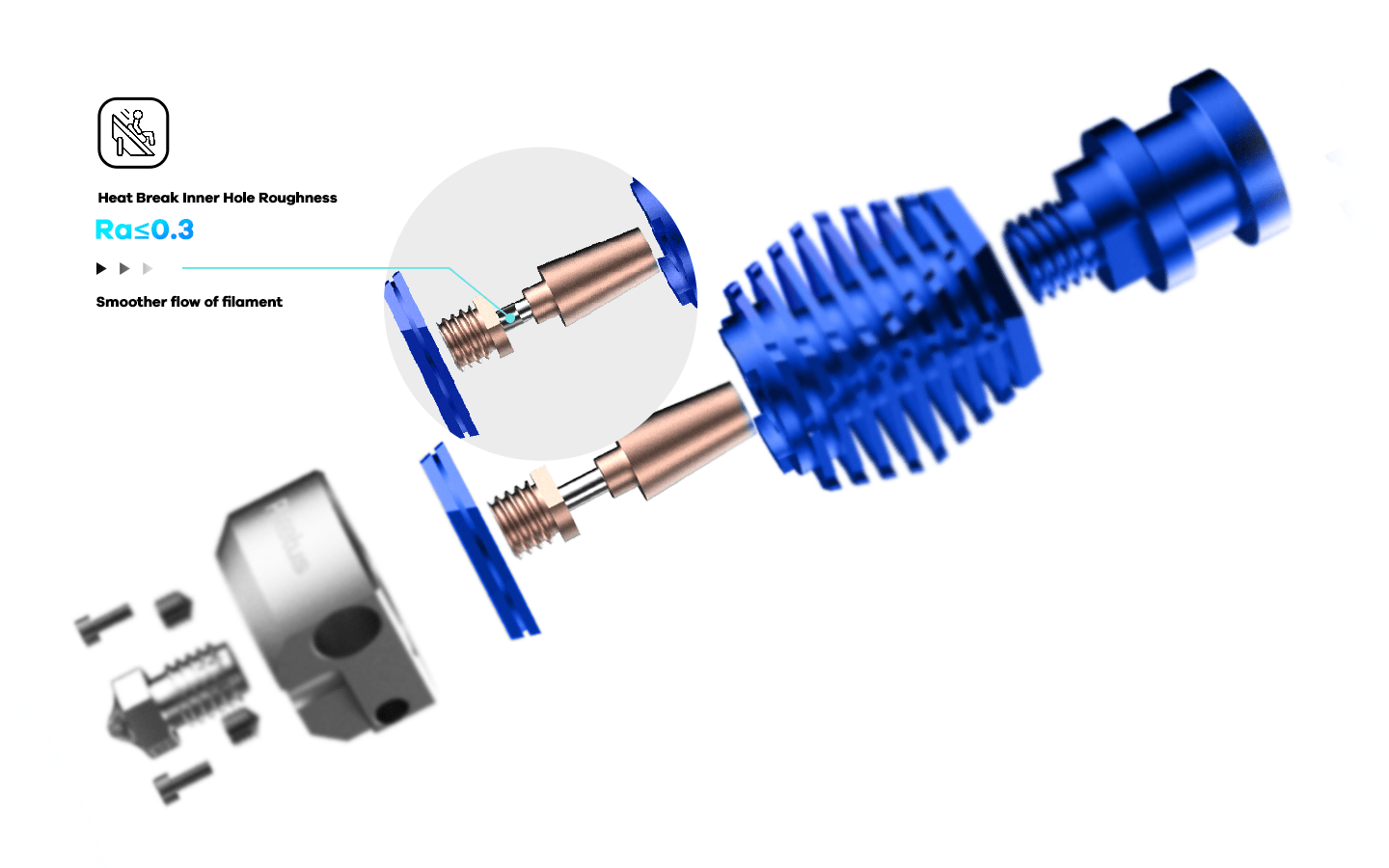
Una piccola opera d’arte, 53 gr nella versione con colletto oppure 43 gr senza colletto per il direct drive. Super compatto e bellissimo da vedere, presenta una sorta di “gabbia” di dissipazione con all’interno la gola bimetallica alettata in rame/acciaio. La particolarità di questo hotend è di avere un taglio termico spettacolare (nella versione ST), la possibilità di serrare l’ugello senza aver paura di rompere la gola bimetallica di spessore 0.1 mm (grazie ai prigionieri laterali) e la versatilità di poter passare da una configurazione Bowden ad una direct drive semplicemente svitando qualche vite. Esistono diverse configurazioni:
- ST = standard serve per quelle applicazioni dove non sono richiesti nozzle di grosse dimensioni. E’ richiesta una buona ventilazione sul dissipatore.
- HF = high flow, identica alla ST ma con una differenza sostanziale, la parte calda della gola viene sensibilmente allungata permettendo una “melt zone” più lunga. L’inserto ceramico aiuta a mantenere una temperatura più alta per un tratto più lungo, questa versione è da scegliere se dovrai utilizzare nozzle fino a 0,8 mm e viaggiare a velocità sostenute. Rispetto all’ST richiede ancora più aria nella zona di dissipazione, con la ventola 40X40 standard della Creality e una temperatura impostata di 250°, il calore risaliva fino in alto e il PLA si rammolliva senza poi venir estruso.
- Voron Edition disponibile in versione ST e HF, non ha nulla di differente se non la colorazione rossa, una scatola più sontuosa con sacchetto e arriva senza il colletto da montare per la versione bowden. Identico al Dragon “normale” (leggermente diversa la gabbia…)
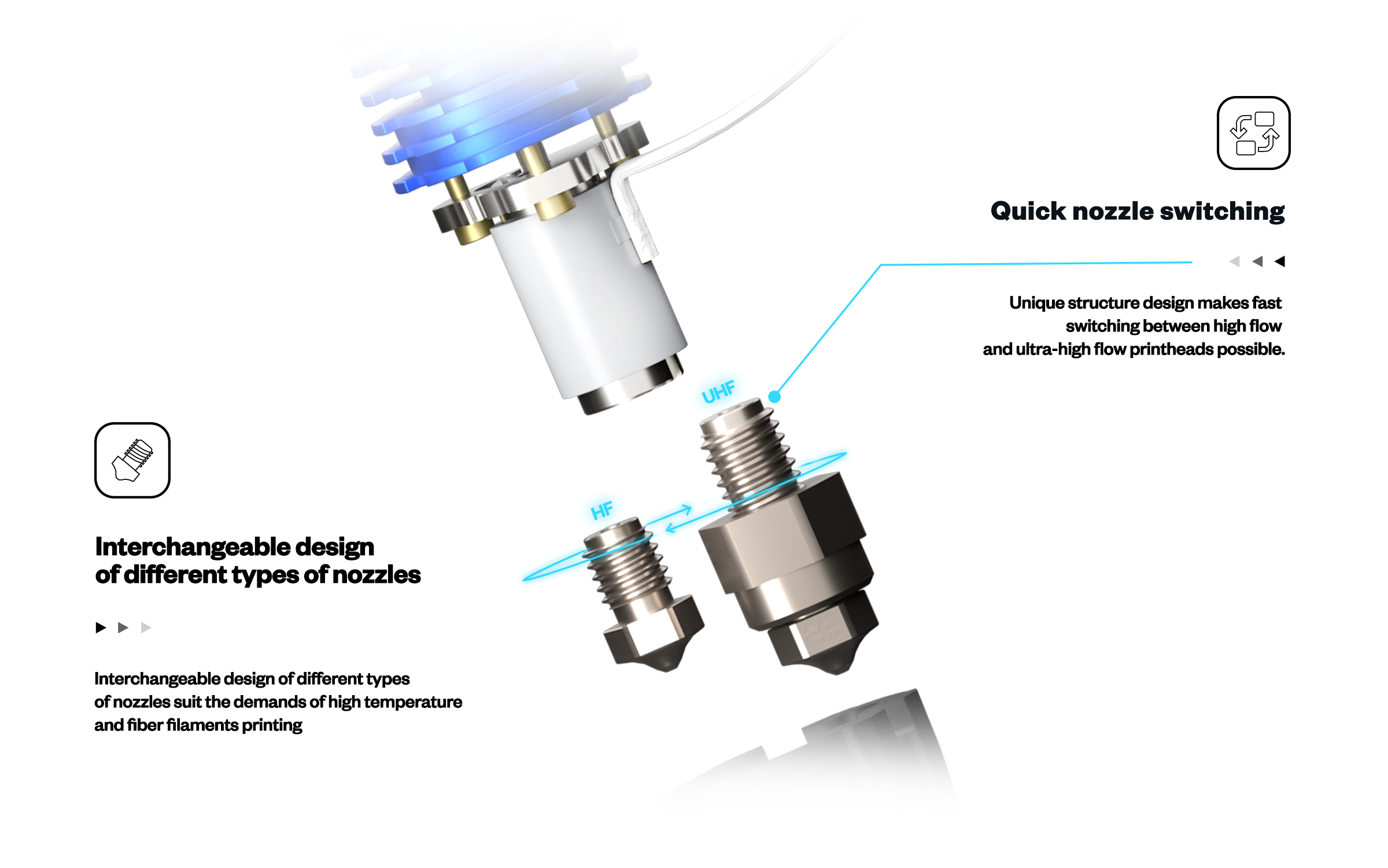
- UHF 2022 : è stata annunciata a Marzo 2022 una nuova versione “Ultra High Flow” del Dragon con blocchetto riscaldante più lungo e molto probabilmente ugelli con filettatura lunga stile Volcano E3D.
Arrivano con ugello da 0,4 mm in rame, filetto lungo tipo E3D, blocchetto riscaldante in rame nichelato e temperatura massima raggiungibile 500°
Rapido Hotend e Rapido UHF
Il più particolare e che verrà recensito a parte assieme ad un’altra novità in arrivo. Rispetto agli altri modelli qui non esiste il classico blocchetto riscaldante in rame ma è sostituito da uno ceramico con una serpentina tutta avvolta attorno. Rispetto ai classici dove è necessario inserire la cartuccia riscaldante e il termistore, nel Rapido è già tutto integrato nell’elemento riscaldante.
Arriva in due versioni, quella HF che monta i classici ugelli mentre una UHF “ultra high flow” che altro non è che la standard ma con un distanziale da applicare per poter montare ugelli lunghi stile Volcano.
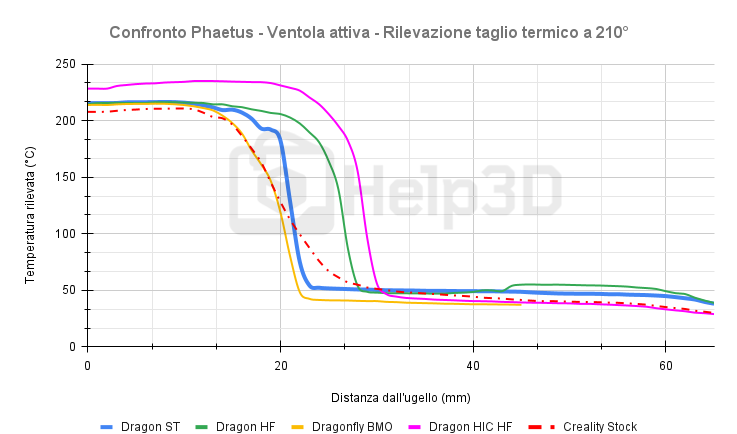
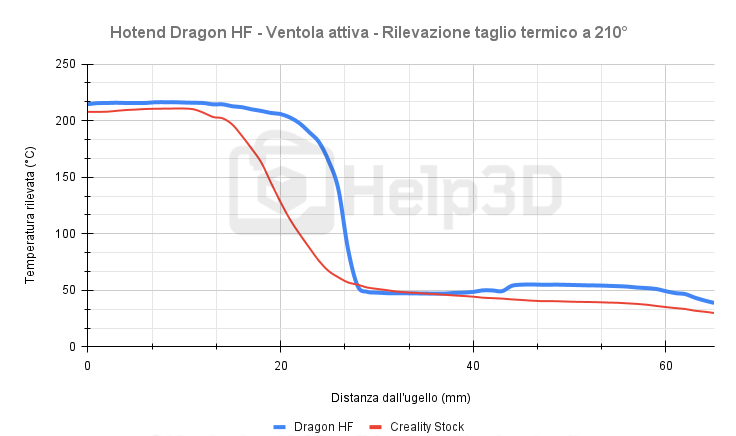
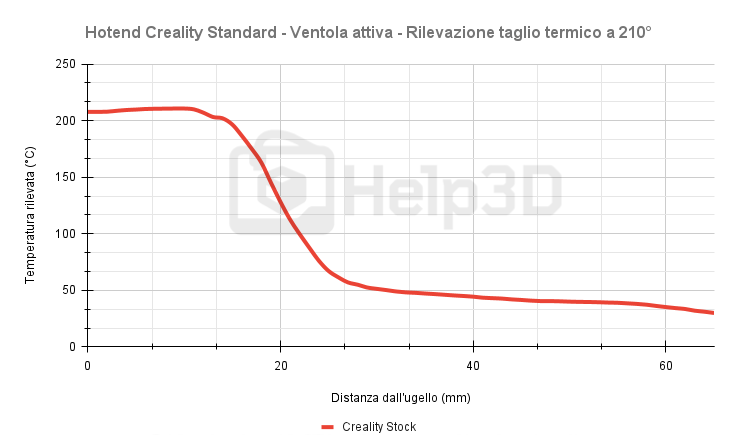
Analisi del taglio termico
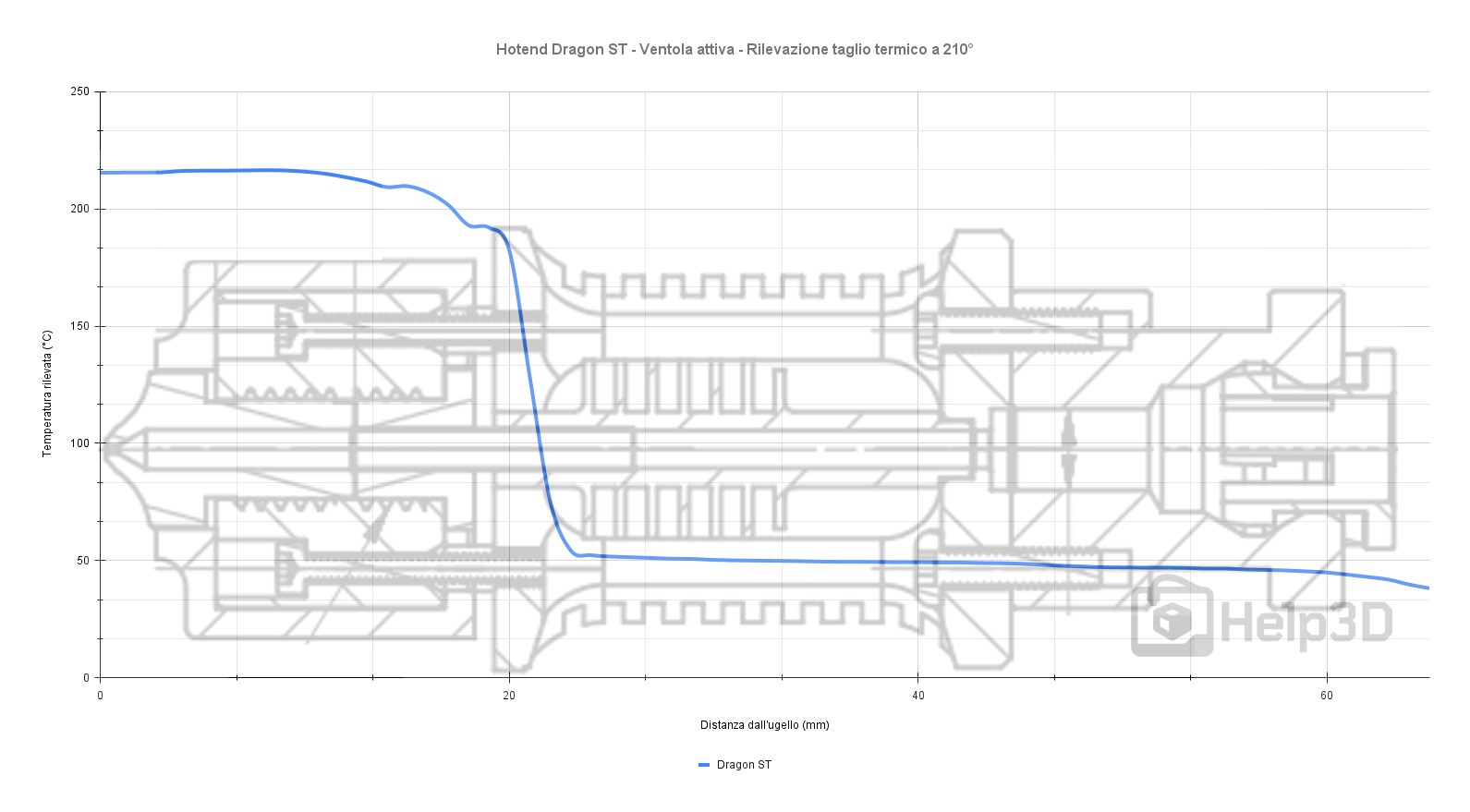
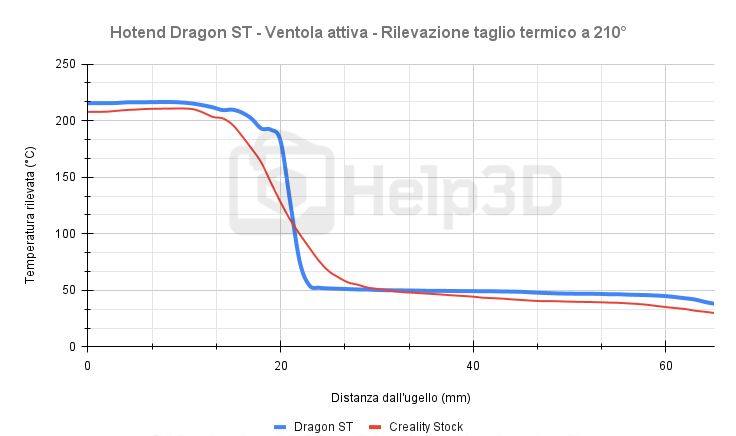
Da questo grafico si vede chiaramente l’abissale differenza tra un hotend Phaetus e uno stock della Creality (sempre a parità di ventilazione applicata). Impressionante il risultato ottenuto dal Dragon ST che in poco meno di 6 mm passa da 200° a circa 50°, un taglio termico favoloso. Come detto prima presta molta attenzione a ventilare bene tutti i modelli di Dragon (in particolare l’HF) perchè come puoi vedere dal grafico sono quelli che presentano le temperature più alte nella zona più in alto. Non è un difetto dell’hotend è semplicemente che la ventola standard della Creality e relativo supporto non sono idonei per questo tipo di hotend
Dragon HF e Dragonfly HIC hanno curve di transizione simili per via dell’allungata melt zone, HIC però vince in quanto a dissipazione nella parte alta in alluminio, il filamento resta freddo anche con poca ventilazione applicata.
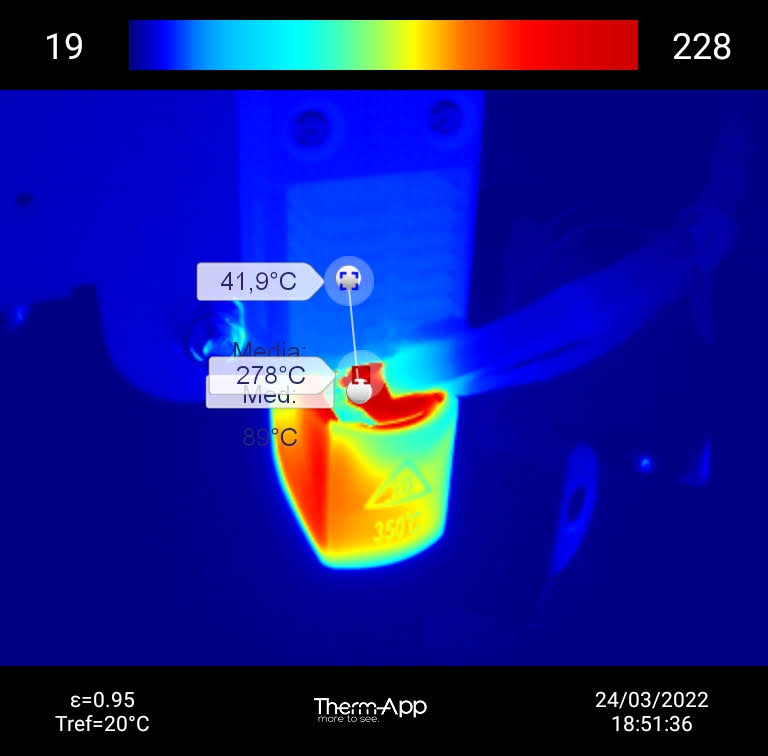
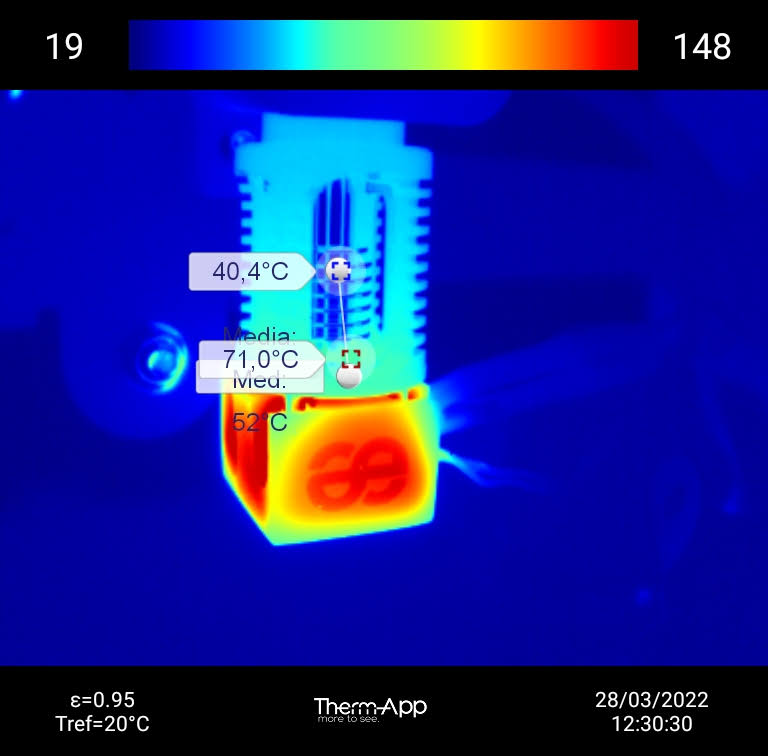
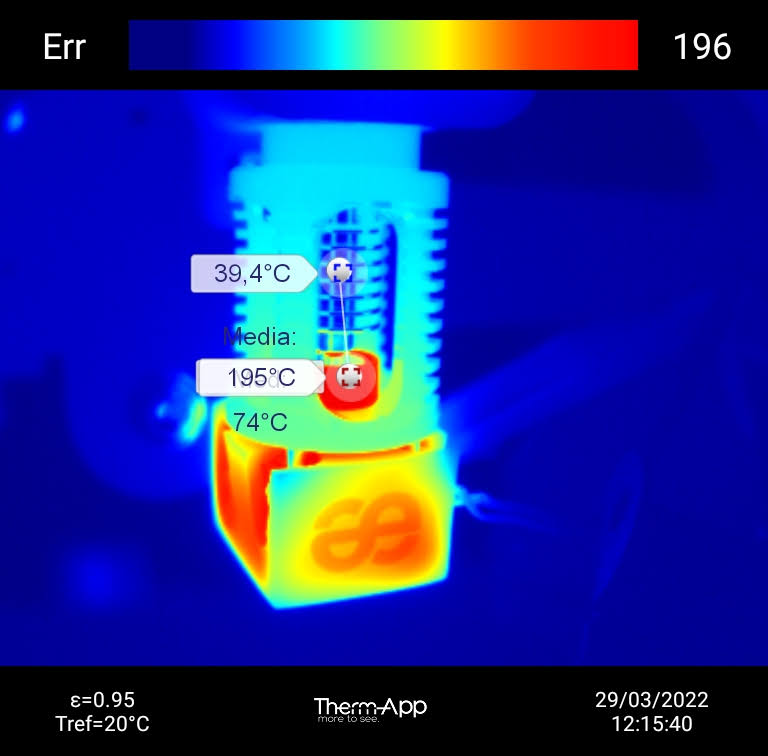
Molto interessante è stata poi l’analisi delle temperature effettive al nozzle dei vari hotend, il differente posizionamento del sensore di temperatura e della cartuccia riscaldante sicuramente sono la causa di tutto. Per darti un’idea di cosa ho riscontrato ecco le temperature rilevate dentro all’ugello una volta impostati 210° a monitor LCD della stampante:
- Dragonfly HIC: 228°
- Dragon HF e ST: 214°
- Dragonfly BMO: 214°
- Creality Stock: 207°
Questa rilevazione è stata di fondamentale importanza perchè mi ha permesso di regolare le esatte temperature di estrusione per tutti gli hotend in modo tale da ottenere risultati sovrapponibili e comparabili. In una prima iterazione del test mi sono trovato con valori fuori dal normale e dopo aver effettuato questo test ho capito che con l’HIC stavo estrudendo con circa 15° in più rispetto agli altri ! Ovviamente questo ha falsato tutto il test e ho dovuto rifarlo da zero. Tutto. Estrusione per estrusione.
Analisi della portata volumetrica
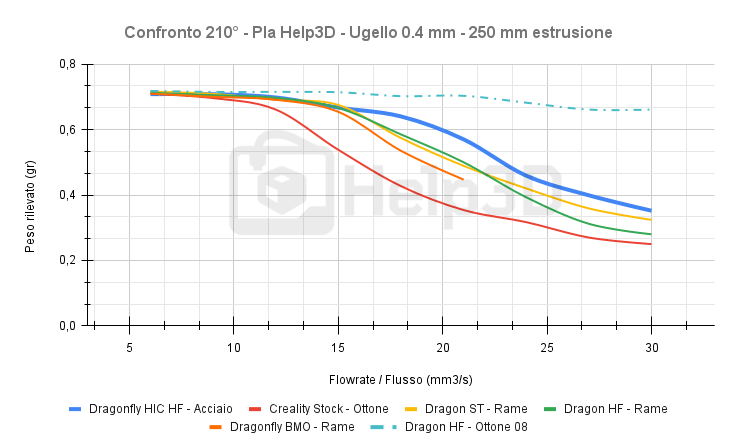
Come è possibile vedere da questi grafici è evidente come rispetto ad un hotend stock della Creality tutti quelli Phaetus siano superiori, sia a livello di taglio termico che di prestazioni in estrusione. Come spiegato nell’articolo, il flusso dipende moltissimo da:
- Tipologia di Hotend
- Diametro e materiale dell’ugello (i nuovi CHT migliorano da soli il flusso…)
- Temperatura di estrusione
- Tipo di materiale
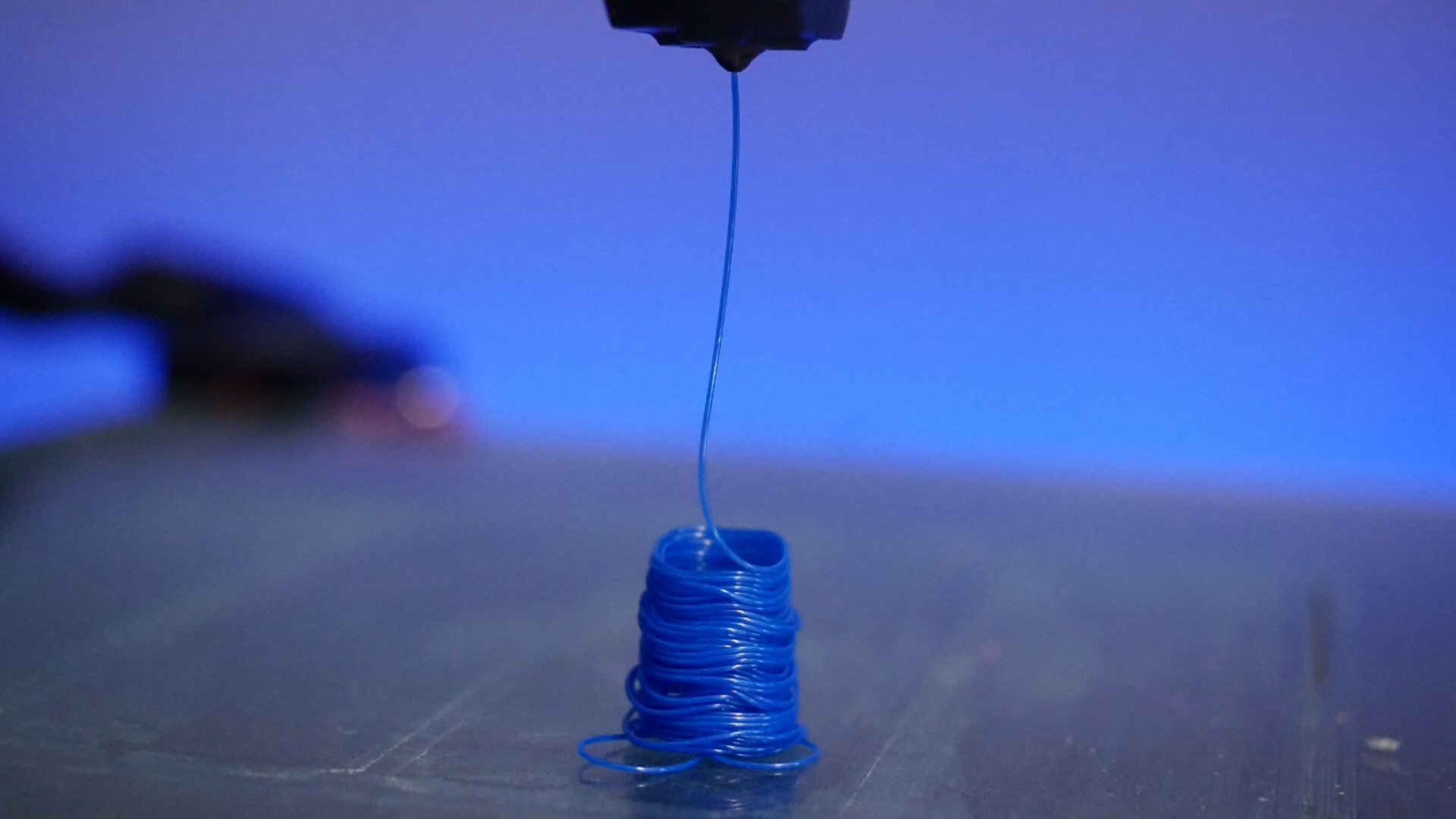
In particolare puoi notare come uno stock Creality con PLA a 210° inizia a “droppare” il flusso dai 9 mm3/s mentre tutti gli altri arrivano agevolmente a circa 14 mm3/s prima di degradare il flusso pesantemente. La situazione migliora a 250° ma resta comunque abbondantemente indietro rispetto ai Phaetus. Impressionante il Dragon HF con ugello da 0.8 mm, a 250° arriva agevolmente a 40 mm3/s ma vedendo la qualità dell’estruso direi che si innescano ulteriori problemi relativi al troppo stress applicato al materiale in fase di estrusione. Se noti bene il cordone in uscita si “gonfia” molto ad alto flusso e questo è sintomo che il materiale non ce la sta facendo più e richiede ugelli differenti (tipo i CHT della Bondtech) oppure hotend con una melt zone più lunga. Inoltre ricorda che un tale flusso elevato di estrusione richiede anche tanta tanta aria per raffreddare il materiale stampato.
Come da previsione Dragonfly HIC e Dragon HF si sono rivelati i più performanti e con prestazioni quasi allineate. Con diametri ugello maggiori sicuramente il Dragonfly HIC riuscirebbe a spuntarla rispetto al Dragon HF con pari diametro.
Dragonfly BMO e Dragon ST hanno dato risultati molto simili in termini di performance di estrusione, alle alte temperature meglio forse il Dragon ST rispetto al BMO. Se non fosse per il taglio termico spettacolare del Dragon ST, i due hotend avrebbero praticamente le stesse performance.
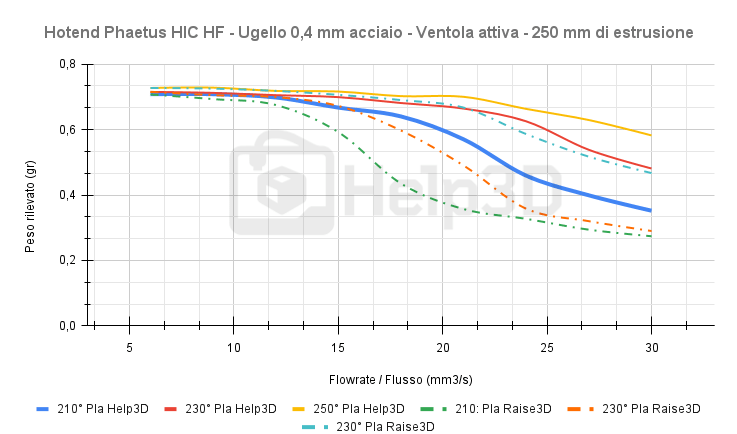
Tutto questo dopo i test con materiale Pla Help3D Classic …. ma cambiando materiale che succede ? Detto fatto ho preso al volo un bobina di Pla Premium Raise3D e ho iniziato i test. Disastro ! Più che disastro ho semplicemente scoperto l’acqua calda ovvero che non tutti i materiali estrudono alle stesse velocità e con la stessa qualità, in particolare mai mi sarei aspettato da un Raise3D (materiale splendido) una così bassa performance in termini di velocità. A 210° l’hotend Creality quasi non riesce ad estruderlo, bisogna passare minimo a 230° per avere qualcosa di decente. Con i Phateus invece la situazione migliora ma resta comunque abbondantemente sotto gli standard rilevati con il Pla Classic Help3D. A 210° e 230° c’è pochissima differenza tra i Phaetus, solo verso i 250° si inizia a vedere la netta distinzione Dragon ST – BMO Vs HIC e Dragon HF.
Questo vuol dire che il Pla della Raise3D è schifoso ? Assolutamente no, anzi… E’ solo un PLA che si estrude a temperature generalmente più alte e non è perfettamente adatto alle stampe ad alta velocità ! Però prova a pensare che questo test lo puoi eseguire comodamente a casa e potrai capire esattamente i limiti di ogni materiale in tuo possesso per poi creare dei profili di stampa perfetti anche nelle condizioni più estreme di stampa.
Conclusioni
Aggiornare l’hotend sicuramente non ti cambia la vita se stampi a velocità molto basse e se stampi principalmente PLA. Non cambiarlo soprattutto sperando di risolvere tutti i tuoi problemi di stampa, magari potrebbero derivare da cose molto più semplici come un telaio non in squadra, eccentrici regolati male, cinghie lente, parametri di slicing errati, filamento umido, ugelli di dubbia qualità ecc ecc … e potrei continuare fino a dopo domani. Questo è solo per dirti che il cambio dell’hotend deve essere ponderato in base all’utilizzo che devi farne e non per risolvere tutti i tuoi problemi di stampa.
Posto che è abbastanza evidente che uno qualsiasi degli Phaetus presentati è migliore rispetto ad uno stock Creality, la scelta di un hotend di tipo “all metal” con magari una gola bimetallica ti risolve tutti quei problemi relativi al deterioramento del tubo PTFE all’interno della gola. Sembra una barzelletta ma la stragrande maggioranza dei problemi di estrusione deriva proprio da quel liner in PTFE all’interno di alcuni hotend. In particolare, oltre al restringimento del diametro e quindi maggior frizione, ho avuto tanti tantissimi casi di “melassa appiccicosa” che si viene a creare all’interno del nozzle e della gola e che poi blocca puntalmente l’estrusione.
Se devo essere sincero mi sono proprio innamorato del Dragon (ST o HF), vuoi per il design, vuoi perchè è piccolissimo ma è proprio un piccolo gioiello. Fatto molto bene, dal costo assolutamente accessibile e con prestazioni di tutto rispetto nella versione HF. A patto di avere una eccellente ventilazione nella zona alta di dissipazione trovo essere l’hotend più versatile, passi da bowden a direct in un attimo, ugello che si cambia al volo e ottimo taglio termico. In ultimo può montare ugelli di qualsiasi tipo anche non Phaetus.
Inizialmente avevo battezzato l’HIC come il mio preferito ma dopo averlo utilizzato e analizzato a fondo ho visto che pur con qualche mm3/s in meno il Dragon è migliore. Inoltre l’HIC monta ugelli particolari e solo prodotti da Phaetus e non è possibile montare ugelli di altri brand.
Il BMO/BMS ha prestazioni molto simili al Dragon ST ma perde dal lato estetico e dal fatto che non monta i prigionieri per tenere fermo il blocchetto in rame. Complessivamente è comunque un’ottima soluzione e dal basso costo rispetto agli altri hotend.
Spero che questa recensione ti sia stata di aiuto, condividila se hai piacere e non dimenticare di guardare il video !