
Essiccare o non essiccare il filamento prima di stampare in 3D ? Questo è il dilemma ! In realtà non c’è nessun dubbio, prima o poi qualsiasi materiale termoplastico assorbirà una certa quantità di acqua dall’ambiente in cui è collocato. Alcuni filamenti sono più igroscopici di altri (PVA, BVOH, NYLON, TPU), in certi casi si arriva addirittura ad avere un decadimento delle proprietà meccaniche del materiale, in altri casi non si noterà nemmeno la differenza. Andiamo per gradi e analizziamo punto per punto tutte le variabili in gioco.
Un doveroso ringraziamento a Filoalfa e all’Ing Antonio Berera per le importantissime informazioni condivise in merito a questo spinoso argomento.
Temperature e tempi di essiccazione
Prova a pensare alla classica ricetta della mamma che ti spiega come fare lo spezzatino perfetto, arrivi alla voce del sale e olio e leggi “QB”. La stessa cosa si ripresenta quando devi cercare di capire a che temperatura essiccare un filamento e per quanto tempo, ti basta navigare un attimo sul web e troverai 10 tabelle di riferimento con 10 consigli di temperature e tempi differenti. Quale scegliere quindi ? Il miglior consiglio che ti posso dare è rivolgerti direttamente al produttore del filamento, ad esempio Filoalfa e BASF forniscono delle precise istruzioni su come essiccare i loro filamenti. Ma esiste comunque una regola generale che prende in considerazione la Temperatura di Transizione Vetrosa (Tg).
“A temperature inferiori a Tg, le catene molecolari non hanno abbastanza energia presente per consentire loro di muoversi. Le molecole di polimero sono essenzialmente bloccate in una struttura amorfa rigida a causa della breve lunghezza della catena, a gruppi molecolari che si ramificano e si incastrano tra loro o a causa di una struttura scheletrica rigida. Quando viene applicato il calore, le molecole polimeriche acquistano energia e possono iniziare a muoversi. Fonte”
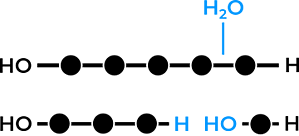
La chiave è tutta qui: dato che il filamento è un polimero termoplastico, se viene lasciato per troppo tempo in un ambiente umido (prendi come riferimento l’umidità relativa), l’acqua presente nell’aria non si deposita solo superficialmente ma penetrerà anche al suo interno. Per effetto dell’idrolisi l’acqua si lega alla catena polimerica “rompendola” in una forma più semplice chiamata monomero, il risultato è un filamento più fragile che si stampa male e con caratteristiche meccaniche pesantemente penalizzate.

Applicando progressivamente calore l’acqua assorbita e legata alle catene polimeriche inizierà a “staccarsi” e si muoverà dall’interno del filamento verso l’esterno. Maggiore sarà la temperatura di essiccazione, minore sarà l’umidità relativa nell’ambiente di essiccazione e più veloce sarà il processo, se aggiungiamo poi una ventola interna è ancora meglio. Questo sfata il mito delle vaschette trasparenti piene di silica gel, vanno benissimo per conservare il filamento ma non aiuteranno ad estrarre l’umidità all’interno del filamento, per quella ci vuole calore.
Come regola generale viene indicato di non andare oltre la Tg del materiale (meglio restare qualche grado sotto per sicurezza) per evitare di andare in transizione vetrosa e incappare in problemi come:
- variazione del diametro filamento (si ovalizza e diventa non uniforme)
- maggiore fragilità del materiale
- filamento che diventa un blocco unico, le spire si saldano tra di loro
- bobine che si deformano per il troppo calore applicato
- bobine che si deformano per il ritiro del materiale dopo il raffreddamento
Dove trovare questa benedetta Tg – Temperatura di transizione vetrosa ?
In genere è indicata sulle TDS (Technical Data Sheet) del filamento, se non dovesse esserci potrai richiederla al produttore. Un metodo meno raffinato (prendetelo con le pinze) per individuare la Tg, è guardare la temperatura di fusione del materiale e togliere circa un 30%. Menzione speciale per le TDS di BASF (scheda tecnica del Nylon PAHTCF15) che riportano non solo tutti i dati di essiccazione ma anche tutti i dati relativi alla resistenza a trazione, impatto ecc ecc dei provini stampati ed essiccati ma anche (solo per il PA) dei provini stampati e poi “condizionati” (ovvero lasciati in un ambiente con una determinata % di umidità e una determinata T) . Sembra quasi un controsenso, stiamo facendo di tutto per togliere l’umidità dal filamento e poi dopo il pezzo stampato lo mettiamo volutamente in ambiente umido… perchè ? Con determinati materiali, vedi il Nylon, si può far assorbire volutamente una determinata quantità di acqua per renderlo (ad esempio) più morbido e resistente alla flessione e all’impatto. Ma resta comunque il fatto che il pezzo deve essere stampato con il filamento nelle migliori condizioni possibili ovvero ben essiccato all’origine per non avere problemi di estrusione/delaminazioni ecc ecc… il condizionamento è poi considerato un post-processo ed è una cosa che a livello casalingo raramente si prende in considerazione.
Quanto tempo deve restare una bobina in essiccatore ?
Anche qui non esiste una risposta definitiva, tutto dipende da quanta umidità ha assorbito e per quanto tempo. L’unico modo per sapere se il filamento è essiccato completamente è quello di pesare la bobina prima di metterla in essiccatore e poi effettuare delle altre pesate ogni ora fino a quando noti che il peso non diminuisce più. Considera inoltre che influisce moltissimo anche la temperatura di essiccazione, tecnicamente potresti essiccare un filamento anche al di sotto delle temperature consigliate ma i tempi potrebbero dilatarsi quasi all’infinito rischiando addirittura di non asciugare completamente.
Alcuni materiali “caricati” potrebbero richiedere più ore di essiccazione del polimero non caricato, un PLA caricato fibre vegetali può richiedere fino a 3 volte il tempo rispetto al medesimo materiale puro. Se il filamento non lo tieni proprio sotto acqua o fuori casa all’aperto le classiche 3 o 4 ore di essiccazione bastano e avanzano, qui sotto trovi comunque una tabella di riferimento dei materiali Filoalfa
Per quanto posso lasciarlo dentro all’essiccatore ?
Anche questa è una bella domanda, teoricamente all’infinito ma oltre un certo punto non uscirà più umidità dal filamento quindi è inutile. Piuttosto valuta di trasferire la bobina asciutta in un luogo di conservazione idoneo (dry box, sacchetti sottovuoto ecc ecc). Presta attenzione alla Poliammide (PA = Nylon) a non essiccarlo a T superiori 90-100° per tempi maggiori di 2 ore per evitarne l’ossidazione.
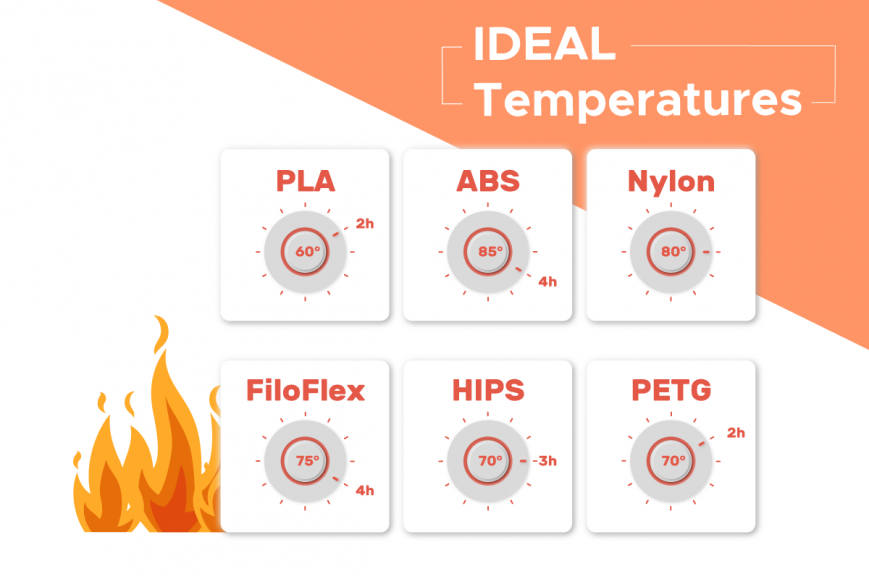
| Materiale | Temperatura | Tempo |
| PLA | 60°C | 2 h |
| ABS | 85°C | 4 h |
| ABSpeciale | 75°C | 3 h |
| Nylon | 80°C | 3 h |
| FiloFlex | 75°C | 4 h |
| PETG | 70°C | 2 h |
| HIPS | 75°C | 3 h |
| Vetroalfa | 70°C | 3 h |
Altre tabelle che si trovano in rete riportano invece questi valori:
| Materiale | Temperatura | Tempo |
| PLA | 50°C (122°F) | > 3h |
| ABS | 65°C (149°F) | > 3h |
| PETG/CPE | 65°C (149°F) | > 3h |
| Nylon | 70°C (158°F) | > 12h |
| Silica Gel | 65°C (149°F) | > 3h |
| PVA | 45°C (113°F) | > 10h |
| TPU/TPE | 55°C (131°F) | > 4h |
| ASA | 60°C (140°F) | > 4h |
| PP | 55°C (131°F) | > 6h |
| HIPS | 60°C (140°F) | > 4h |
| PC | 70°C (158°F) | > 6h |
| PEEK | 70°C (158°F) | > 6h |
| Materiale | Temperatura | Tempo |
| PEKK | 120 | 4 |
| PEEK | 120 | 4 |
| PEI | 120 | 4 |
| PPSU | 120 | 4 |
| PSU | 120 | 4 |
| PPS | 110 | 4 |
| PC | 120 | 4 |
| PC/ABS | 110 | 4 |
| PC/ASA | 110 | 4 |
| NYLON | 90 | 4 |
| FLEX TPC | 65 | 4 |
| PETG | 65 | 4 |
| ASA | 80 | 4 |
| ABS | 80 | 4 |
| PLA | 65 | 4 |
| HIPS | non necessario |
| Materiale | Temperatura |
| PLA | 45ºC for 6 hours |
| TPLA | 45ºC for 6 hours |
| PVA | 50-55ºC for 12 hours |
| BVOH | 60ºC for 4 to 16 hours |
| TPU | 50-55ºC for 12 hours |
| PET-G | 65ºC for 6 hours |
| ABS | 80ºC for 6 hours |
| PA | 80ºC for 12 hours |
| PP | 45ºC for 6 hours |
| PAHT CF15 | 80ºC for 12 hours |
| PP GF30 | 45º for 6 hours |
| PET CF15 | 45º for 6 hours |
Come vedi i consigli relativi a temperature e tempi sono solo in parte sovrapponibili, la cosa migliore che puoi fare è interfacciarti direttamente con il produttore del filamento per capire i parametri più corretti per l’essiccazione.
Come riconosco un filamento umido ?
Se stampi generalmente con materiali come PLA – PETG – ABS potresti non avere mai problemi di filamento umido o non accorgerti se questi sono davvero umidi, sono materiali poco igroscopici e anche se “maltrattati” come conservazione fanno comunque il loro dovere. Se invece stampi con materiali tipo Nylon (PA), Nylon Carbonio (PACF), TPU (flessibili) e i solubili PVA / BVOH, PEEK, PPS, PPSU avrai già notato la differenza tra un filo “secco” e uno umido. A cosa devi stare attento ?
- Il filamento si spezza: la prima cosa che viene proposta sui forum/gruppi facebook/ telegram appena si parla di filamento umido è di fare la prova di flessione del filamento. Se questo si spezza è automaticamente umido. Prendi questa affermazione con le pinze perchè in realtà la fragilità di un materiale in bobina dipende anche dalle cariche al suo interno. Prendiamo per esempio l’ottimo Alfaomnia PETG Carbon, appena lo apri devi stare attento a flettere il filamento altrimenti si spezza subito. Così vale anche per molti Nylon Carbon o PBT Carbon si spezzano solo a guardarli. Questo vuol dire che sono necessariamente umidi ? Certo che no, è la loro composizione che li porta ad essere così fragili su filamento ma una volta stampati saranno perfettamente resistenti. Ad esempio un classico Nylon PA12 quando prende umidità tende ad ammorbidirsi piuttosto che a diventare fragile. Discorso diverso è se abbiamo un PLA che appena aperto si fletteva senza spezzarsi e poi, dopo qualche mese lasciato sullo scaffale, lo ritrovi che appena si prova a fletterlo si sbriciola, in questo caso la fragilità del filamento potrebbe essere sintomo di un filamento che ha preso umido e necessita di essere essiccato. Considera che anche l’esposizione al sole e ai raggi UV può portare ad avere un filamento fragile quindi la conservazione del materiale dovrà essere fatta al chiuso e in un ambiente con umidità relativa il più bassa possibile.
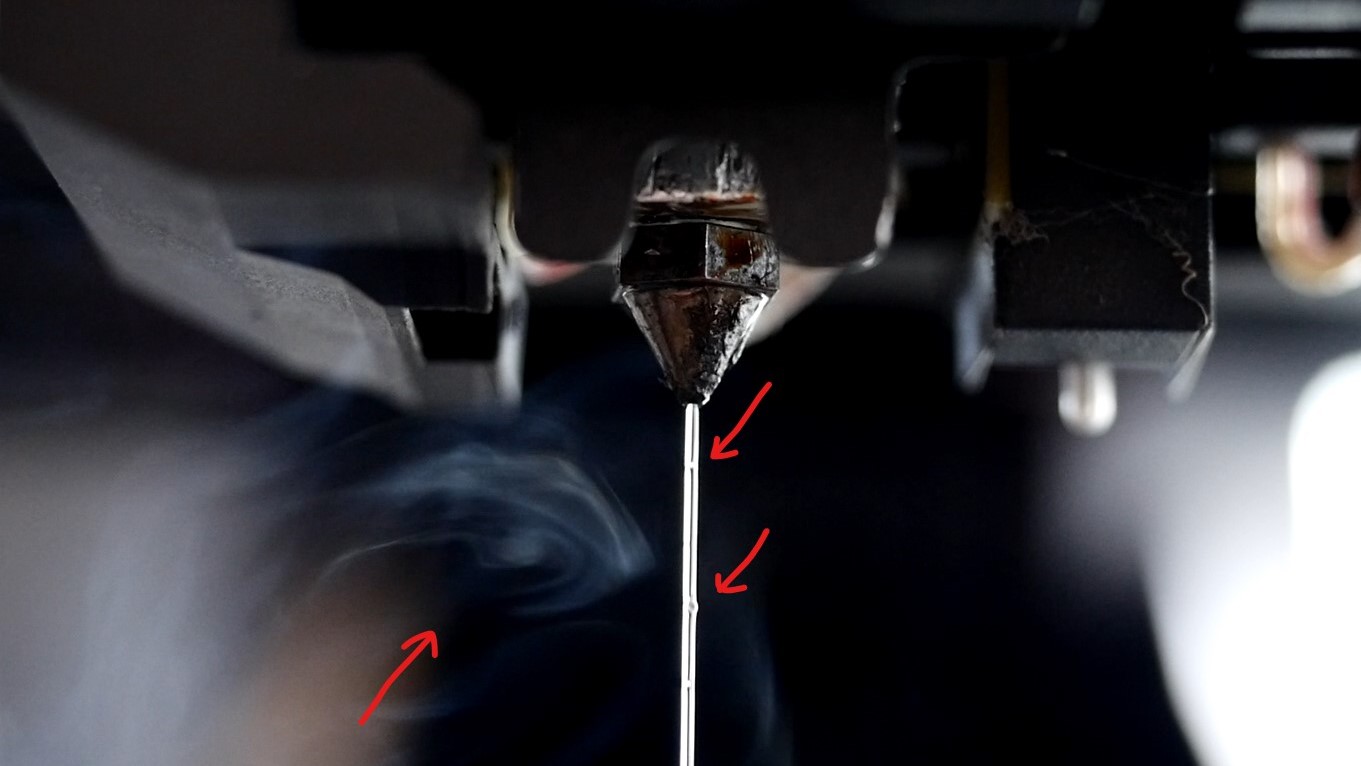
- Il filamento scoppietta: è un fenomeno detto “foaming” che si nota maggiormente su Nylon (ma non solo) e in fase di estrusione vedrai (e sentirai) proprio il filamento scoppiettare e rilasciare delle piccole “nubi” di vapore, questo perchè l’acqua all’interno del filamento si trasforma in vapore per via dell’elevata temperatura che si raggiunge all’interno dell’ugello.
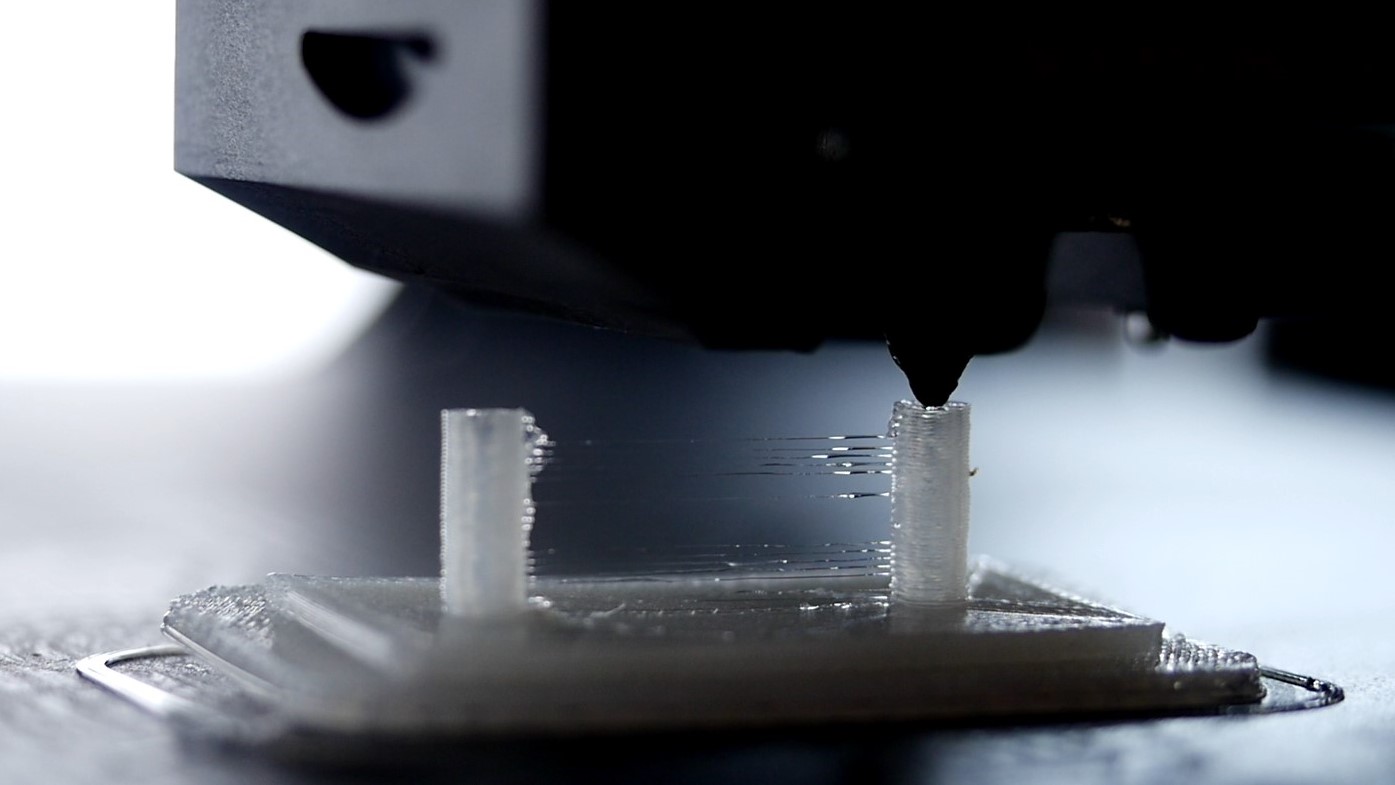
- Stringing molto accentuato: per una diretta conseguenza del punto 2 un modo per riconoscere un filamento umido in fase di stampa è se questo inizia a “stringare” / fare la ragnatela di filamento negli spostamenti in aria. La prova la fai con il medesimo gcode e filamento messi in stampa a distanza di mesi, se vedi fili in giro allora è molto probabile che il filamento non sia in ottime condizioni. Un altro modo per capire quanto può essere umido un filo è quello di provare una semplice estrusione nel vuoto di 30/40 mm e poi interromperla SENZA effettuare una retraction: noterai che un filamento umido tenderà a continuare ad uscire molto di più rispetto allo stesso essiccato. Alcuni materiali, come il TPU, presentano comunque una intrinseca tendenza a “stringare” più del normale anche in condizioni ottimali di umidità, ma questo test ti permetterà di capire se rispetto allo standard a cui sei abituato un determinato materiale sta stringando più del dovuto.

- Cambia la finitura del pezzo: è forse uno dei modi più evidenti per capire se un filamento è umido, ti ritroverai con pezzi pieni di buchetti (mancate estrusioni per evaporazione acqua), loop che non aderiscono, pezzi che delaminano, il citato stringing del punto 3 e una finitura generalmente opaca e quasi butterata. Insomma proprio un pezzo brutto da vedere ! Ma fai sempre attenzione al fatto che l’umidità potrebbe non essere l’unico problema che porta ad avere stampe brutte…
- Prestazioni meccaniche degradate: questa cosa è invece più difficile da notare senza degli strumenti di misura adeguati, alle volte il materiale potrebbe non risultare talmente umido da compromettere la resa estetica della stampa (quindi non te ne accorgi) ma potrebbe comunque ridurre drasticamente le proprietà meccaniche del pezzo stampato. Per chi lavora con PLA e PETG questo problema non si pone così frequentemente ma se utilizzi materiali più tecnici come PPS, PEEK, Nylon, TPU e Solubili è bene tenerlo a mente e prendere le dovute contromisure.
Quali essiccatori utilizzare ? Quanto consumano ?
Se hai letto fino a qui sicuramente ti sarai chiesto “ e ora cosa compro ? quale è il migliore ? “. In realtà hai tutte le informazioni che ti servono per capire quale dispositivo è migliore per il materiale che vorrai trattare ma per completezza ecco alcune proposte che ho provato per te:
- Forno casalingo: è la soluzione più semplice e immediata ma ha due grossi svantaggi. La moglie/fidanzata che sicuramente si arrabbierà e il controllo della temperatura. Tralasciando il primo punto che è bypassabile velocemente, resta il controllo preciso della temperatura: il più delle volte la temperatura supera di gran lunga quella che voi pensate di aver impostato, specialmente se si lavora a T molto basse come 50/60°. Controlla quindi che la temperatura sia corretta e che in fase di riscaldamento iniziale non scaldi più del dovuto (attiva anche la ventilazione interna). Ricorda inoltre che un uso promiscuo cibo/filamenti non è mai consigliato quindi cerca di lavorare con dispositivi dedicati.
- Fornetto delle brioches: valida alternativa compatta ed economica. Unico punto dolente ? La gestione pressoché nulla della temperatura e una scarsa uniformità di riscaldamento che si concentra tutta dal lato delle resistenze. Inoltre non è ventilato internamente. Soluzione non consigliata

- Essiccatore alimentare in plastica: correva l’anno 2018 e proprio questo tipo di essiccatore è stato oggetto di uno dei miei video, il costo è davvero contenuto, buoni i consumi e le temperature raggiunte ma va bene solo per una bobina alla volta. Se dovete asciugare più bobine contemporaneamente e alla stessa temperatura non va bene perchè più inserisci ripiani supplementari e più i piani alti riceveranno meno calore di quelli sotto. I dati qui sotto sono relativi al prodotto Melchioni Babele che avevo già recensito.
| Temperatura selettore | Temp. media | Temp. max | Consumo medio orario |
| 70° | 79 | 83 | 189W |
- Essiccatore alimentare in acciaio: l’ultimo arrivato su gentile segnalazione di Fabio Trotti. Se dai un’occhiata alle temperature massime che possono raggiungere i vari essiccatori in commercio, noterai che per trovare i 90° è molto molto difficile. Questo in acciaio è davvero valido, temperature rispettate e buona costruzione generale. La resistenza interna non è estremamente potente e quindi anche la parte di bobina vicino ad essa non soffrirà per il troppo calore, la ventola interna poi aiuta a diffondere il calore rendendo l’ambiente uniforme e aiutando ad espellere l’aria umida attraverso le feritoie. Ho rilevato una differenza di circa 3° tra parte anteriore e posteriore mentre una variazione di circa 1° tra parte alta e parte bassa della camera. Ottimo quindi per asciugare fino a 4 bobine (si appoggiano sui vassoi) alla stessa temperatura. Se invece vuoi utilizzarlo per tenere asciutti i filamenti anche mentre stai stampando QUI trovi il progetto per modificarlo con dei portabobine interni e dei guidafilo esterni. L’unico difetto di questo tipo di essiccatore è che ha il timer impostabile fino ad un massimo di 24 ore quindi se fai stampe lunghe lunghe dovrai ricordarti di resettarlo ogni tanto. Ma se lo prendi solo per asciugare il materiale e poi riporlo sottovuoto allora è perfetto. I dati qui sotto fanno riferimento al prodotto Vita5 Nobel S

| Temperatura LCD | Temp. media | Temp. max | Consumo medio orario |
| 30 | 35° | 41° | 80W |
| 40 | 44° | 48° | 114W |
| 50 | 55° | 57° | 152W |
| 60 | 61° | 65° | 191W |
| 70 | 70° | 74° | 216W |
| 80 | 78° | 83° | 280W |
| 90 | 86° | 90° | 296W |
- Essiccatori specifici per filamenti: negli ultimi anni sono spuntati un po’ ovunque degli essiccatori economici fatti apposta per i filamenti, le marche che vedrai per la maggiore sono quelle della Sunlu e della Esun ma ce ne sono molti altri in commercio. Sono molto compatti, integrano un comodo porta bobine e alcuni hanno anche una cella di carico che pesa le bobine. Presta però molta attenzione alle temperature indicate e ai consigli di essiccazione che ti propongono nei libretti d’uso

| Temperatura LCD | Temp. media | Temp. max | Consumo medio orario |
| 1 (36°) | 34° | 35° | 15W |
| 2 (40°) | 39° | 40° | 16W |
| 3 (45°) | 41 | 41 | 17W |
| 4 (50°) | 42 | 42 | 17W |
Questa tabella che vedi si riferisce al modello della Esun e alla potenza 4 dicono che è possibile asciugare Nylon e PC. La T raggiunta nei test non è sufficiente per l’essiccazione della maggior parte dei materiali (potrebbero volerci eoni per asciugare…) ed è addirittura al limite anche per il comune PLA e PETG. Ho provato più volte ad essiccare il TPU e il Nylon ma non c’è stato verso, questi aggeggi vanno benissimo per creare un ambiente di conservazione privo di umidità durante le stampe lunghe ma non sono idonei per una essiccazione ottimale del filamento. Solitamente tendo ad utilizzare l’essiccatore “potente” per asciugare bene il filamento alla T corretta e poi per la stampa lo metto in questo piccolo box accanto alla stampante. Ha il grosso vantaggio di essere molto silenzioso, non consuma praticamente nulla ed è davvero compatto.
Dove e come conservare i filamenti asciutti ?
Ora che sei diventato un drago nell’essiccare i filamenti ti ritrovi davanti ad un bivio: asciugo ogni volta il materiale o cerco di riporlo in un contenitore adatto ? La condizione ideale è quella di conservarlo in un ambiente con umidità relativa molto bassa (possibilmente prossima al 10%) e lontano da raggi UV. Ecco cosa ti consiglio:
- Box SAMLA + Silica Gel = DRYBOX: su Thingiverse è pieno di progetti che spiegano come modificare delle semplici scatole con coperchio dell’Ikea per renderle delle perfette Drybox. Sul fondo potrai mettere del Silica Gel o qualsiasi altro materiale in grado di assorbire umidità (alcune lettiere del gatto ad esempio…). Ricorda però che devi tenere costantemente sotto controllo con un igrometro l’umidità relativa all’interno della scatola ed eventualmente rigenerare i silica gel mettendoli proprio in essiccatore. Questa soluzione è molto economica e funzionale, se metti anche i supporti per le bobine poi potrai stampare direttamente dalla box ed evitare che il filamento assorba umidità.
- Sacchetti sottovuoto usa e getta: soluzione molto pratica e funzionale, la macchina per il sottovuoto ti garantisce il vuoto quasi perfetto ma ha il grosso svantaggio di dover buttar via ogni volta i sacchetti, decisamente poco ecologico…
- Sacchetti riutilizzabili con pompetta: come sopra ma ha il vantaggio di avere dei sacchetti riutilizzabili che possiamo aprire e chiudere di volta in volta mentre il vuoto si crea con la pratica pompetta in dotazione. Se utilizzati molto potrebbero danneggiarsi nei pressi della valvola ma su 20 sacchetti utilizzati ne avrò buttati si e no 2.

- Stampare direttamente dall’essiccatore: è sicuramente la via più corretta da seguire, così avrai sempre la certezza di avere il filamento sempre asciutto e bello caldo quando entra in camera di estrusione. Certo non è la soluzione più economica in termini di consumi energetici ma è quella che ti garantisce la perfezione ad ogni stampa.





5 Commenti
Grazie!
Seguo da tempo Help3d e ho Imparato un sacco….
Poi son stato 2 anni senza stampante (la mia aveva cominciato a non funzionare piu bene (piatto di stampa deformato ecc)) e non aveva l’allineamento automatico del piatto…
Ora, sono di nuovo in pista… memore dei problemi avuti con l’umidità sul PLA, ho sempre scelto di usare un PLA+, che soffre meno l’umidità, ciò nonostante, lunghi periodi senza stampa e soluzioni caserecce (scatola ikea+sali/riso) permettono al filamento di inumidirsi comunque.
Quindi, contestualmente all’acquisto della nuova stampante, ho preso un essicatore della SUNLU, e lo uso anche come contenitore della bobina durante la stampa… lo accendo qualche minuto prima della stampa e lo lascio acceso per tutto il periodo di stampa ( e a volte anche di piu, si spegne da solo dopo 4 ore) .
Devo ammettere che è una spesa gche ha senso…. le stampe son sempre belle, e vedi proprio il filamento che “guarisce”.
Infatti noti differenza tra il filamento che rimane all’aria tra l’essicatore e la stampante e quello che esce dall’essicatore…sembra piu morbido, piu flessibile…. son proprio contento dell’acquisto.
Non esiste più il link alla modifica per stampare con bobina dentro l’essiccatore.
Si può ripristinare (o avere privatamente) oppure rimosso perché invalida la conformità?
Saluti.
devo ancora pubblicarlo in realtà !
ciao,
mi chiedevo se può avere un senso utilizzare un piccolo deumidificatore come questo (ne ho già uno in casa):
https://amzn.eu/d/cKcYqQu
per essiccare il filamento e poi riporlo nei sacchetti sottovuoto
Grazie per l’eventuale risposta
Il deumidificatore potrebbe avere senso per mantenere un piccolo ambiente con umidità controllata. Per abbassare il tenore di umidità dei filamenti bisogna riscaldarli, quindi non va sicuramente bene…