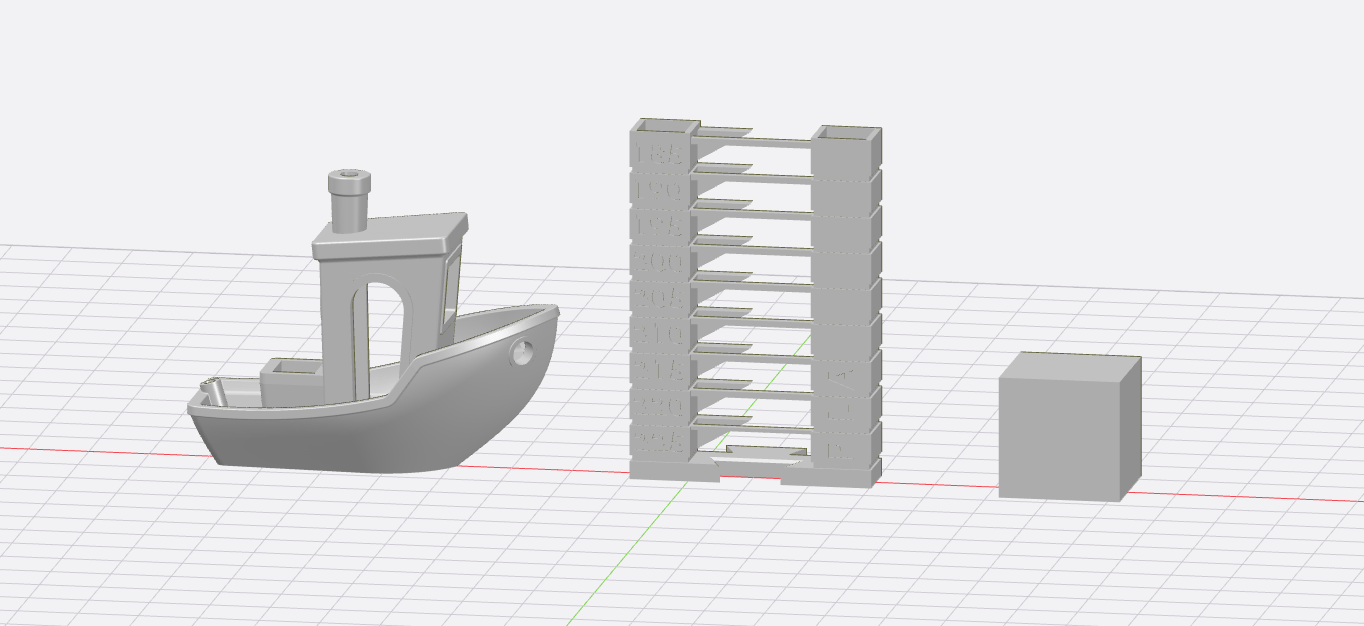
Cubetti, barchette e torri di temperatura come se non ci fosse un domani. Di cosa sto parlando ? Sono oggetti che vengono stampati per verificare se le calibrazioni eseguite hanno dato i frutti sperati o meno, purtroppo però sono anche gli unici oggetti che alcuni utenti si limitano a stampare perchè vogliono cercare la perfezione assoluta.
⚠️ Le calibrazioni (salvo quelle fondamentali che ti ho già elencato nella prima lezione) le puoi considerare NON necessarie in quanto possono aiutarti a migliorare la qualità dell’oggetto stampato in 3D ma non sono richieste in una fase iniziale. Sto parlando di pure ottimizzazioni che, se ignorate, ti permetteranno comunque di ottenere dei risultati eccellenti.
Arriverà però un punto in cui le sirene saranno così tanto insistenti da portarti inevitabilmente dentro il vortice delle calibrazioni, per evitare di affogare segui questi brevi consigli e ragiona sempre dando una risposta a questa domanda “Mi serve/servirà davvero quello che sto facendo ? “. Se la risposta è si allora procedi, se è no lascia perdere !
Riprendo parte della prima lezione ribadendo quali sono le due calibrazioni fondamentali che non puoi ignorare:
- Livellare il piano di stampa: sembra banale ma se il piano di stampa non è livellato rispetto all’asse di estrusione (NON utilizzare una bolla…) ti ritroverai alcune zone che aderiranno da un lato e meno dall’altro. La tua stampante monta già un sensore di livellamento ? Tanto meglio (se funziona) sicuramente una regolazione in meno che dovrai fare, ma la primissima dovrà essere sempre fatta manualmente per evitare che il piano risulti comunque troppo inclinato e la compensazione del sensore di livellamento sia ridotta al minimo possibile. Una volta livellato il piano, salvo tu non tolga i pezzi con il martello/scalpello non dovrai farla ad ogni stampa (come in molti affermano…). Ricorda anche di pulire e sgrassare adeguatamente il piano utilizzando prodotti come Alcool denaturato o meglio ancora isopropilico.
- Regolare la distanza ugello-piano (Z Offset): dopo aver livellato il piano dovrai trovare la giusta distanza tra ugello e il piano di stampa per il primissimo strato che verrà depositato. Se sarai troppo alto la stampa non si attaccherà viceversa potrebbe non far uscire nulla dall’ugello. Segui l’articolo + video che è tutto spiegato in dettaglio anche per chi monta il sensore di livellamento. Una delle domande richieste sui vari forum/gruppi è proprio “Non attacca, che devo fare?” e una delle risposte più quotate e risolutive è proprio quella dello Z offset. Con il tempo imparerai che ci sono tanti altri modi per far aderire l’oggetto al piano di stampa ma ti consiglio di vederli più avanti.
Queste sono le più semplici da seguire e che spesso ti troverai a dover fare sulla stampante. Le prime volte sarà un po’ un caos ma con un po’ di pratica poi dopo saranno le classiche pratiche di routine da sbrigare.
Parlando invece di calibrazioni un po’ più complesse ce ne sono alcune che sono direttamente legate al tipo di filamento che si sta utilizzando quindi, una volta eseguite, non dovrai più rifarle e registrerai solamente i parametri nel tuo profilo di stampa. Non necessitano di aggiornamenti firmware ma solo di tanta pazienza.
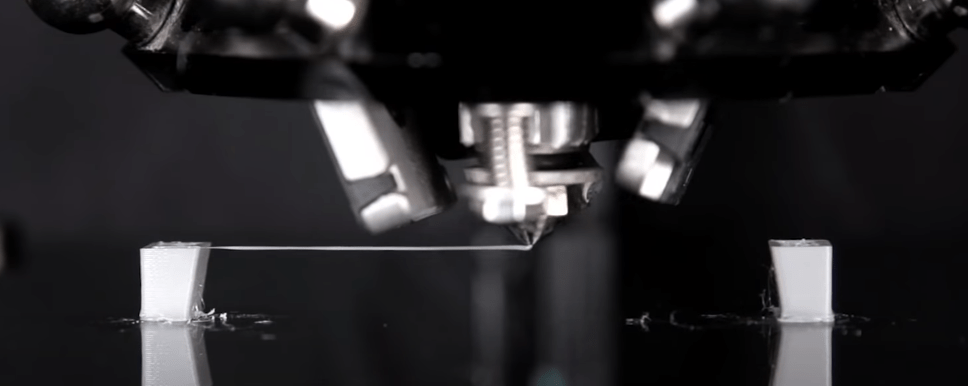
- Trovare la giusta retraction per evitare che si formino fili o ragnatele sulla stampa è una calibrazione che puoi fare senza grossi problemi. Ti troverai a variare le quantità di retrazione di materiale e probabilmente anche la temperatura di stampa. Fai una variazione per volta e non tutte e due assieme !
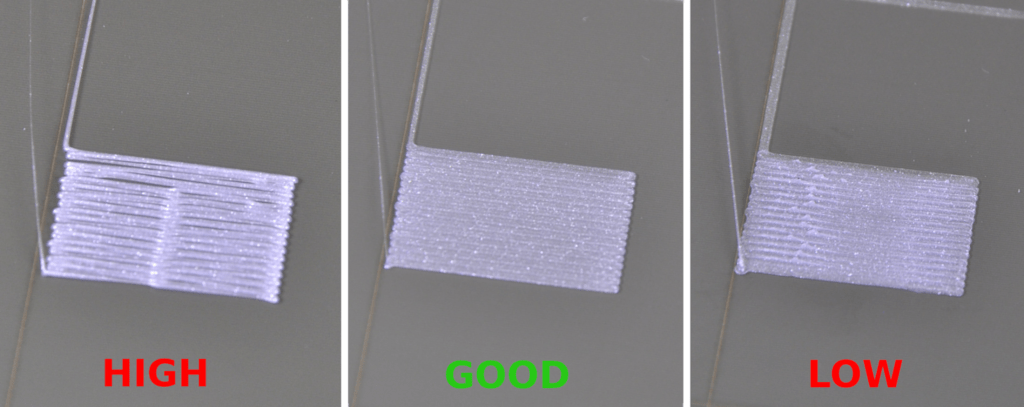
- Trovare la giusta temperatura di stampa del materiale che stai stampando è importante per evitare che gli strati depositati delaminino tra loro oppure non estruda correttamente l’hotend. Si tratta di stampare una di queste torri variando in Z la temperatura di stampa per poi controllare il risultato finale in un’unica stampata. Volendo potresti anche realizzare singoli provini ma sarebbe un processo davvero lungo. Se utilizzi Slicer come Cura o SuperSlicer hanno integrata una funzione di creazione automatica della torre di temperatura.
Resta comunque una calibrazione facoltativa e con l’esperienza inizierai a capire a quale temperatura stampare con precisione anche senza stampare le torri, parti sempre dai consigli del produttore del filamento ma non basarti esclusivamente su quelle dato che sicuramente il tuo hotend e ugello saranno differenti
- Realizzare dei ponti senza supporti (non fondamentale…) richiede la calibrazione di un parametro relativo al “bridging”, fortunatamente non si deve intervenire su Firmware o Elettronica ma , come per la torre di temperatura, si tratta solo di stampare diverse prove e poi analizzare i risultati. Ti sconsiglio vivamente di provare questo test sul TPU, non è uno dei materiali più adatti
- La calibrazione del flusso di stampa è un altro test che si sente spesso nominare e che viene consigliato per risolvere un po’ per risolvere tutti i problemi di stampa. La sua semplicità di esecuzione nasconde purtroppo una trappola in cui molti cadono, ovvero non controllare a priori che il filamento venga trascinato correttamente dalla ruota godronata. No non sto parlando di step/mm quelli dimenticali, intendo proprio la frizione meccanica tra filo e ruota, se esegui questo test con il filamento che slitta ti troverai dei valori completamente fuori dal normale. Qualche punto percentuale di correzione ci può stare ma ho visto utenti arrivare quasi al 200% di flusso pur di rientrare nei parametri di misurazione della parete ! Il test va eseguito alla stessa velocità di stampa e temperatura che utilizzerai poi per quel filamento

Passando alle calibrazioni legate alla movimentazione della stampante è impossibile non citare i famigerati Step per mm, quante volte avrai letto in giro o ti sarà stato consigliato di calibrarli ? Io stesso ho fatto due video tanto tempo fa su come regolare quelli in XYZ e per l’estrusore ma ho poi dovuto correre ai ripari con un video in cui spiegavo ancor più nel dettaglio il perchè quella calibrazione non va sempre fatta.
La stampante arriva con dei valori di step/mm inseriti a livello Firmware che sono frutto di puri e semplici calcoli matematici basati sulla dimensione delle pulegge e eventuali moto riduzioni. Alla matematica non si sfugge ed è per questo che i danni più grossi li ho visti negli utenti che si sono buttati subito allo sbaraglio su queste calibrazioni senza sapere cosa realmente c’è dietro. Vuoi spaccare il centesimo a livello dimensionale con la tua stampante 3D ? Cambia tecnologia e vira sulla CNC, nella stampa 3D devi mettere in conto che le variabili sono tantissime da gestire e una regolata agli step/mm non ti risolverà alcun problema, anzi ne introduce di nuovi senza nemmeno saperlo. Prova a pensare al filamento depositato ad alta temperatura che poi si raffredda, che fa ? Si espande e poi si ritira così come tutto il pezzo stampato, di conseguenza possiamo calibrare bene quanto vogliamo gli assi con un comparatore centesimale ma se non si tiene conto del restringimento post stampa siamo punto e a capo. Hai capito ora perchè ti dico “lascia stare le calibrazioni “ ? Hai notato quanto sale il livello di complessità e di variabili da tenere in considerazione ? Si vive e si stampa benissimo anche senza queste tarature.
⚠️ L’errore più grosso che vedo fare è quello nella taratura degli step/mm dell’estrusore, come al solito se non si è sicuri al 100% che il filamento viene trainato perfettamente questo test è ancora più inutile e deleterio di quello relativo al flusso spiegato poco fa. E poi via a cascata tutta una serie di problemi innescati da un valore totalmente errato inserito nel firmware, flussi sballati, stampe orribili e notti insonni buttate a stampare cubetti e barchette per nulla.
Hai lasciato i valori degli step/mm originali ma le stampe risultano fuori misura di qualche mm ? Controlla che le cinghie siano tensionate correttamente e non producano dei giochi vistosi sulle pulegge nei cambi di direzione (il famoso backlash) e controlla anche il corretto allineamento degli assi e i loro scorrimenti. Poi a livello slicer puoi impostare delle compensazioni (Ideamaker e PrusaSlicer lo permettono) per il ritiro del materiale, in alcuni casi addirittura per singolo asse. In genere ti dovrai aspettare una tolleranza standard di circa 0.3 mm anche 0.4 mm è più che accettabile con determinate stampanti.
⚠️ Ma i fori in XY vengono fuori tanto più stretti, sicuro che non debba toccare gli step/mm ? Assolutamente no ! Questo tipo di problema affligge un po’ tutto il mondo della stampa 3D FDM, slicer come IdeaMaker hanno una funzione dedicata alla compensazione dei soli fori sul piano XY, li allarga o restringe a seconda del valore impostato. Se il tuo slicer non ha questa funzione specifica puoi sempre farli più grandi direttamente a livello CAD. Una spiegazione dettagliata delle cause che producono questo problema è spiegata molto bene in questo articolo.