
La stampa 3D negli ultimi 10 anni ha subito dei profondi cambiamenti passando da “marchingegno per nerd” ad oggetto che ogni giorno, sempre più, finisce non solo nelle case dei Makers ma nelle aziende di qualsiasi dimensione. Il fatto che siano decisamente più semplici da montare e configurare permette a molte persone di approcciare la tecnologia senza grossi timori. In più aggiungiamo il fatto che il prezzo d’ingresso è calato davvero tanto e con poche centinaia di euro si porta a casa una stampante praticamente già pronta che, se usata bene, può portare a grandi soddisfazioni. Per ultimo, ma non per grado di importanza, la quantità di informazioni reperibili in rete che permette al nuovo utente di poter imparare da zero ad utilizzare una stampante 3D, nel 2012 c’era molto da leggere ma era tutto dedicato ad una nicchia di makers davvero ristretta. Molti blog non esistevano così come i video su Youtube erano davvero pochi e molte volte fatti anche male.

La cosa che però ha permesso un’adozione più ampia anche a livello aziendale è stato lo sviluppo continuo di nuovi polimeri termoplastici da stampare. Che senso ha avere tra le mani la stampante più bella del mondo e lo slicer più semplice se poi abbiamo a disposizione un solo materiale da stampare ? Per ogni campo di applicazione (medicale, aerospace,automotive,racing ecc ecc) esistono uno o più materiali specifici e, salvo alcuni ultra tecnici (tipo PEEK e ULTEM), il resto è possibile stamparli anche con stampanti autocostruire a patto ovviamente di sapere cosa si sta facendo. Questo grazie ai continui sviluppi delle aziende produttrici di filamenti che rendono sempre più estrudibili e stampabili anche i materiali più particolari inizialmente indicati per lo stampaggio ad iniezione.
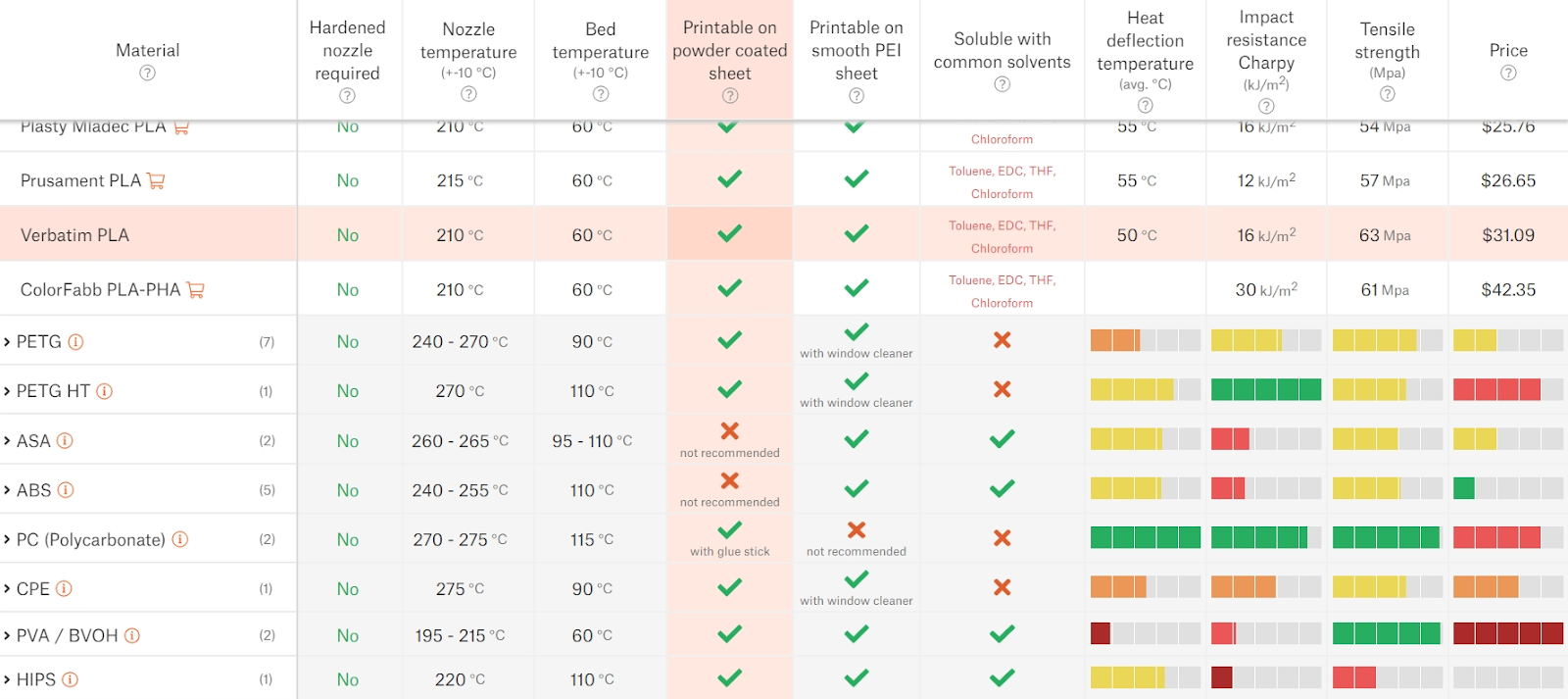
Ti starai chiedendo a questo punto da quali materiali è opportuno partire per evitare danni alla stampante, probabilmente una delle migliori risorse gratuite in rete è la famosa tavola dei materiali di Prusa che riporta le caratteristiche principali del filamento così come alcuni consigli di stampa come temperatura, velocità, adesione al piano di stampa ecc ecc.
⚠️ Più sali con il grado di tecnicità del materiale e più questo potrebbe diventare difficile da stampare o richiedere hardware/stampanti di un certo tipo per poter essere estruso. Non affrettare i tempi e parti dai materiali base.
⚠️ Esistono due standard di produzione del filamento quello da 1.75 mm e quello da 2.85 o 3 mm. Sebbene la maggioranza delle stampanti utilizzi 1.75 mm verifica comunque nella scheda tecnica della stampante quale diametro utilizza.
PLA
E’ il materiale con cui inizierai a stampare e a muovere i primi passi ma non per questo vuol dire che sia un materiale scadente anzi, buona parte dei progetti ti ritroverai proprio a stamparli in PLA !
Materiale “eco-friendly” , è un polimero derivato da piante come la barbabietola e il mais. E’ un materiale biodegradabile E compostabile, bada bene all’utilizzo di questi due termini: spesso si legge/si sente che il PLA si scioglie in acqua o se lasciato fuori all’aperto. Nulla di più sbagliato! Non è che se una cosa è bio allora deve per forza sfaldarsi a temperatura ambiente se immersa in acqua; chiariamo quindi un punto fondamentale, il PLA stampato in 3D non si scioglie in acqua.
E’ forse il materiale attualmente più stampato in assoluto, lo puoi trovare in diverse colorazioni, costa molto poco ed ha basse emissioni e odori (VOC e UFP). Facilissimo da stampare, è adatto a chi si avvicina per la prima volta alla stampa 3D. Il materiale si stampa a temperature tra i 180° e i 220° (dipende dalla marca), piatto riscaldato a 40° o addirittura freddo. Per una migliore adesione puoi utilizzare dei piani di stampa flessibili dedicati o piani in vetro con additivi come Dimafix o Magigoo, la lacca per capelli è ancora un valido alleato ma c’è di meglio in circolazione.
Nonostante debba essere ventilato abbondantemente durante la stampa, non presenta fenomeni di delaminazione tra gli strati depositati: il pezzo stampato risulterà quindi molto resistente e rigido. Quest’ultima caratteristica è allo stesso tempo anche uno svantaggio (alle volte), gli oggetti stampati in PLA tendono a “criccare” e a produrre fratture fragili se sottoposti a stress meccanico elevato. Nulla comunque che non sia risolvibile con una attenta progettazione a monte dell’oggetto. Forse il lato peggiore di questo materiale è dato dalla sua resistenza al calore: prova a stampare un oggetto in PLA e poi appoggiarlo sul cruscotto della macchina in piena estate. Noti nulla di strano? L’oggetto inizia a deformarsi (non sciogliersi eh…) e a perdere le sue caratteristiche di resistenza a partire dai 50°. Segnalo una buona resistenza ad olii e grassi: non si scioglie con l’acetone, resiste alla benzina ma nel tempo tende ad infragilire il pezzo. Parlando di post-produzione, gli oggetti in PLA sono generalmente difficili da incollare e carteggiare: per il primo punto ti consiglio di utilizzare colle bicomponenti epossidiche oppure cianoacrilato (meno efficace però). Per quanto concerne la carteggiabilità dipende molto dalla marca di filamento utilizzato, ma in genere è comunque difficile da carteggiare: evita di usare fresini o levigatrici orbitali, il calore sviluppato dalla frizione continua porta il materiale a cedere e ad “impastarsi”. Usa il caro e vecchio olio di gomito e carta abrasiva in fogli .
PETG
Negli ultimi anni si è delineato come il nuovo materiale di riferimento per la stampa 3D, in quanto abbina i vantaggi di PLA e ABS: può essere utilizzato per oggetti di natura “estetica” vista la finitura lucida del pezzo ma anche per pezzi funzionali. Rispetto all’ABS presenta una maggior flessibilità e minor durezza superficiale, l’adesione tra i layer è però ottima. A livello di facilità di stampa, anche qui, siamo in una via di mezzo tra PLA e ABS; il warping è abbastanza limitato ma non assente come per il PLA (piatto a 70° circa), la temperatura di estrusione si aggira tra i 230° e i 255° ed è inodore durante la stampa. La trasparenza nelle stampe 3D è veramente una chimera: se stai cercando il materiale che si avvicina di più alla trasparenza ottica (in questo caso parliamo di traslucidità), il PET è il materiale che stai cercando. Nella sua versione clear, in combinazione con ugelli di grosso diametro (0.8/1 mm) e layer di stampa da 0.5 mm in su, permette di ottenere stampe con un altro grado di trasparenza. L’unico difetto ?

Una spiccata tendenza a creare “fili/ragnatele” durante la stampa; l’effetto stringing può essere comunque minimizzato ma resterà comunque più elevato rispetto al PLA.
E tutti gli altri materiali ? Come mai non cito ABS, NYLON, PC, ABS-PC, PPS, TPU, PBT, PVA, PP ecc ecc ? Molto semplice, questa è una guida introduttiva e per il momento troverai estrema soddisfazione nello stampare sia PLA che PETG, quando avrai acquisito maggiore esperienza potrai passare poi a materiali più complessi da stampare tenendo a mente queste cose.
- ABS: resiste fino a 90° ma per stamparlo bene è richiesta una camera calda e un piano di stampa dedicato con relativo additivo. Fa molta puzza e l’emissione di Stirene non è salutare.
- NYLON: ottimo materiale funzionale, necessita di essere essiccato a dovere e richiede un additivo per il piano specifico.
- POLIPROPILENE: non aderisce su nessuna superficie se non su piani di stampa dedicati per il polipropilene o additivi.
- FLESSIBILI: a seconda della durezza (espressa in Shore) saranno più o meno facili da estrudere. Richiedono una stampante con estrusore direct e devono essere stampati lentamente. Supporti monoestrusore difficilissimi da rimuovere.
- PVA: materiale dedicato ai supporti di stampa. Molto costoso ed estremamente igroscopico.

E tutti quei bellissimi filamenti caricati carbonio o vetro ? Si lo so che te lo stai chiedendo, esistono in commercio delle varianti dei polimeri citati prima con all’interno una carica (variabile in percentuale) di fibra corta/lunga di carbonio oppure sfere di vetro. L’obiettivo è quello di migliorare le performance meccaniche del materiale, limitare il warping e alzare la resistenza alla temperatura. Si trova principalmente il Nylon PA12 caricato carbonio ma spesso si vedono i PA6 , il PETG Carbon, l’ABS Carbon e persino il PLA Carbon. Fai molta attenzione a non stamparli con l’ugello in ottone ma utilizza esclusivamente ugelli in acciaio indurito, Titanio, Rubino, Tungsteno. La carica interna è molto abrasiva e finirà con il consumare il tuo ugello anche dopo meno di 100 gr stampati.
Quale marca mi consigli ?
Il mercato è davvero pieno di produttori di filamento ed è impossibile provarli tutti. Ci sarà sempre chi dirà che quel materiale fa schifo mentre l’altro è il migliore mai testato prima, quindi come fare a capire se va bene o meno ? Comprarlo e testarlo personalmente ! Le configurazioni delle stampanti cambiano non solo a livello hardware (diametro ugello, tipo di estrusore e hotend) ma cambia anche il luogo in cui stampiamo e dove conserviamo le bobine di stampa. Ecco quindi il perchè non esiste il materiale migliore del mondo, sicuramente affidarti a note case produttrici italiane e non che trovi già sullo shop di Help3D è un ottimo punto di partenza, sarai poi tu a giudicare se il filamento risponde alle tue necessità.

Inizialmente sarai guidato più verso una scelta di “portafoglio” che mirata alla massima qualità semplicemente perché avrai paura di sbagliare e non te la senti di investire su dei filamenti di buona qualità. Invece il segreto per partire subito in quarta è quello di non lesinare sulla scelta del materiale, cerca di puntare sin da subito materiali che magari costano qualche euro in più al kg ma che ti possano garantire maggiori possibilità di successo e meno rogne in fase di stampa.




